29.10.2020
Anwenderbericht

Schlanke Innenbearbeitungsoptik für Stahlwerkskomponenten
Stahlproduktion und -verarbeitung ist ein hartes Geschäft. Entsprechend stark beansprucht sind die dabei eingesetzten Werkzeuge und Bauteile. Gängiges Verfahren zur Instandsetzung und Funktionalisierung ihrer Oberflächen ist Laserauftragschweißen. Bei Öffnungsdurchmessern unter 100 Millimetern sind Standardoptiken häufig nicht einsetzbar. Eine Lösung bietet hier die Innenbearbeitungsoptik iClad der Pallas GmbH & Co. KG. Sie ermöglicht das Laserauftragschweißen in Innendurchmessern über 30 Millimeter und bis zu 1 Meter Tiefe, um kritische Bauteile instandzusetzen oder mit Verschleißschutz zu versehen.
Darauf vertraut auch die United ProArc Corporation, ein namhafter Hersteller von industriellen CNC-Schneidsystemen, CNC-Bohrmaschinen, Schweißautomaten und -manipulatoren mit Sitz in Taiwan. Das Unternehmen baute für den größten Stahlproduzenten und Anlagenbauer in Taiwan einen robotergesteuerten Schweißmanipulator mit einer Standardoptik zur Außenbearbeitung verschlissener Komponenten und der Spezialoptik von Pallas zur Innenbeschichtung von Kolben mit Chromersatz.
ProArc wurde 1966 in Taoyuan im Nordwesten Taiwans gegründet und ist heute mit seinen Produkten international etabliert. Ob CNC-Brennschneidmaschinen zum Plasma- oder Laserschneiden von Blechen und Rohren, CNC-Blechbohrmaschinen, Schweißdrehtische oder Manipulatoren: Qualität und Leistungsfähigkeit der Systeme begründen den guten Ruf, den das Unternehmen weltweit bei Metallverarbeitern, Stahlbauunternehmen sowie in der Automobil-, Luft- und Raumfahrtindustrie genießt.
Mit rund 80 Mitarbeitern und einem hochmodernen Werk ist ProArc eine feste Größe für hochwertige CNC-Metallbearbeitungsanlagen und Schweißmanipulatoren. Ausgeprägte Innovationskraft und hohe Investitionen in Forschung und Entwicklung – regelmäßig über fünf Prozent des Jahresumsatzes – tragen zur Sicherung dieser Marktposition bei. Die Expertise in spanabhebenden Verfahren, Schneidsystemen und Oberflächenbearbeitung machen ProArc seit vielen Jahren auch für den größten Stahlproduzenten und Anlagenbauer in Taiwan zum Partner der Wahl. Nach den guten Erfahrungen mit der CNC-Schneidemaschine vom Typ MASTER 60 beauftragte der Stahlhersteller ProArc jetzt mit dem Bau eines Schweißautomaten mit Optiken zum Laserauftragschweißen beschädigter Außen- und Innenkonturen. Ausschlaggebend für den Auftrag war neben der bewährten Zuverlässigkeit der ProArc-Systeme auch die umfangreiche Beratung zur Auslegung des Manipulators.
Für die Auswahl von Diodenlaser und Innenbearbeitungsoptik reisten Sam Hsieh, Senior Engineer, und Steven Hung, Assistant Service Manager bei ProArc, nach Deutschland zu Laserline. Dieser führende Hersteller von Diodenlasern setzt seinerseits auch Manipulatoren von ProArc ein. Da Pallas ebenfalls ein strategischer Partner von Laserline ist, lag es nahe, den Gästen aus Taiwan dort auch die Innenbearbeitungsoptik iClad vorzustellen.
1.000 Millimeter Eintauchtiefe
Diese Spezialoptik zur gezielten prozesstechnischen Optimierung von Innenkonturen – Beschichten, Härten oder Legieren – hat in ihrer kleinsten Ausführung einen Außendurchmesser von 27 Millimetern. Damit kann sie bei einem nur 30 Millimeter großen Öffnungsdurchmesser Innenbohrungen in bis zu 1.000 Millimetern Eintauchtiefe bearbeiten.
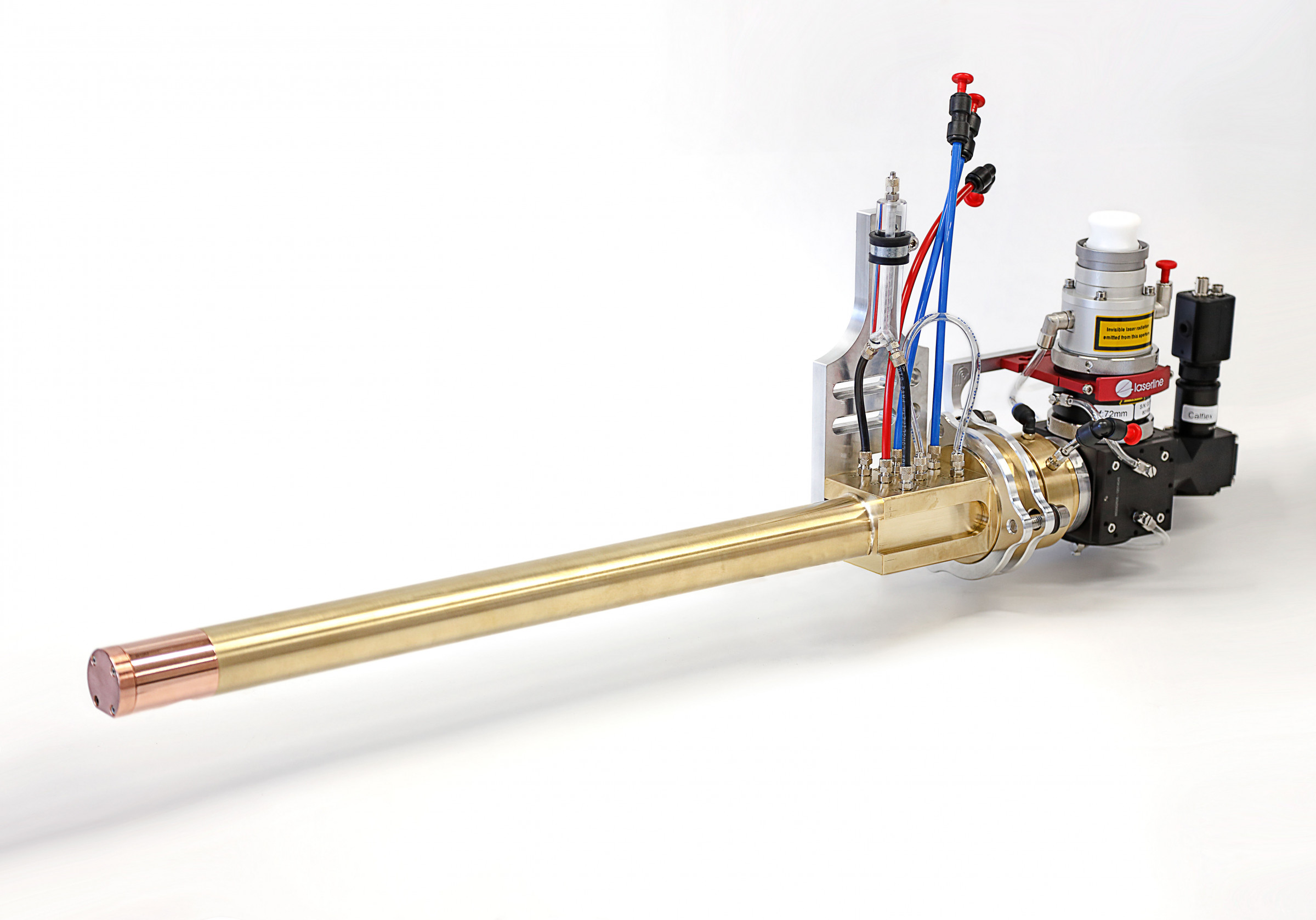

Die iClad besteht aus den drei Modulen Kollimation, Tubus und Pulverdüse. Sie lassen sich kundenspezifisch anpassen, sodass der Bearbeitungskopf an alle gängigen Laserquellen ankoppelbar ist. Alle für Strahlführung und Prozessmedien notwendigen Baugruppen sind in dem kompakten Gehäuse untergebracht. Eine integrierte aktive Wasserkühlung schützt den Prozesskopf vor Überhitzung. Ablagerungen oder Beschädigungen der Linsen durch Pulverpartikel beugt Schutzgas vor, eine Schutzgasspülung sorgt für zusätzlichen Schutz. Der Anschluss für die Lichtleitfaser und die Zuleitung der Prozessmedien werden kundenspezifisch an der Optik angeschlossen.
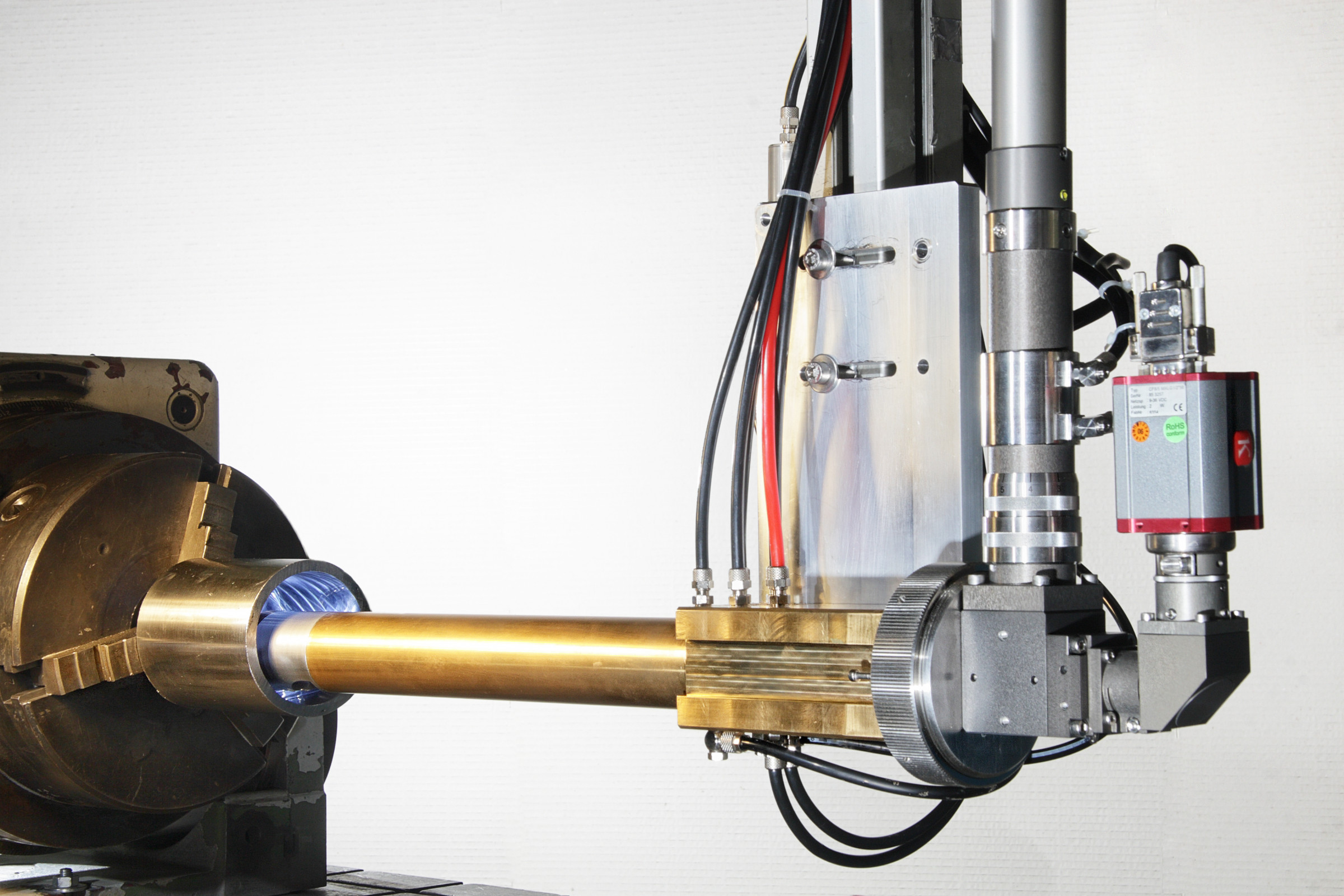
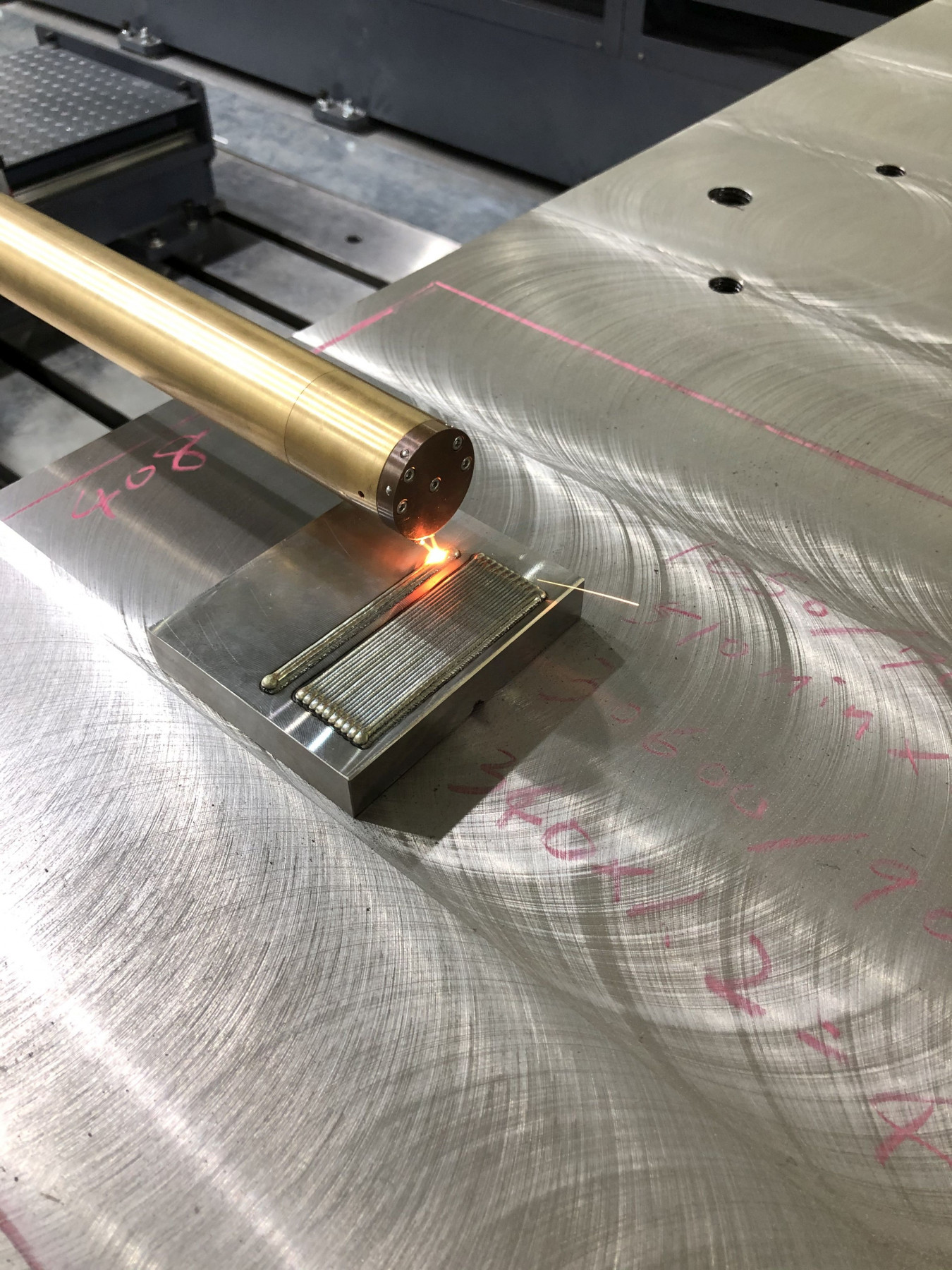
Wahlweise per CNC oder Roboter gesteuert, ermöglicht es die iClad, in den Bohrungen endkonturnahe Schichten oder Strukturen in Dicken von einem Zehntelmillimeter bis zu mehreren Millimetern aufzubauen. Für diese 2D- oder 3D-Applikationen dreht sich das zu bearbeitende Rohr um den feststehenden Bearbeitungskopf. Dabei beträgt der Arbeitsabstand zwischen Kopf und Bauteil nur fünf bis zwölf Millimeter. Je nach Lage des Arbeitspunktes erfolgt die Wahl des Laserstrahlwinkels: 30 Grad, um Sackbohrungen präzise bis in die Kante zu beschichten, 90 Grad bei durchgängigen Bohrungen. Die Optik wird mit entsprechenden Düsen bestückt und kann wahlweise senkrecht oder waagerecht in die Bohrung eingeführt werden. Dort schmilzt der Laserstrahl die Bauteiloberfläche und das per Düse eingestrahlte Pulver auf, sodass sie sich im Schmelzbad metallurgisch zu einer dichten Schicht mit geringer Aufmischung verbinden. Der eng begrenzte Wärmeeintrag minimiert die thermische Belastung und verhindert so Bauteilverzug, Einbrandkerben oder Härteverlust im Grundwerkstoff.
Innenkonturbeschichtung mit Chromersatz
ProArc wählte für den Einsatz beim Stahlproduzenten und Anlagenbauer in Taiwan eine iClad-Optik vom Typ 42-1.000 mit 42 Millimetern Außendurchmesser für Öffnungsdurchmesser ab 50 Millimeter Größe aus, die an einen 16kW-Diodenlaser angeschlossen wird. Sie kommt für Innenbeschichtungen von beschädigten Rohren und Keilnuten aus hoch chromhaltigem Stahl zum Einsatz, um diese Komponenten, die hohen Temperaturen ausgesetzt sind, nachhaltig vor Korrosion und Verschleiß zu schützen.




Dafür soll der Grundwerkstoff auf Eisenbasis mit Inconel 625 oder einem hoch chromhaltigen Stahl beschichtet werden. Bei der von ProArc gewählten Brennfleckgröße von drei Millimetern, der erforderlichen Eintauchtiefe und der großen Fläche wird die Beschichtung pro Kolben mindestens vier Stunden Bearbeitungszeit in Anspruch nehmen. Da ProArc bis dato keine Erfahrung mit der iClad hatte, umfasste das Angebot von Pallas auch Inbetriebnahme der Spezialoptik, Schulung und Service in Taiwan. Nach Bauabschluss und Montage des Manipulators bestückte ProArc ihn mit einer Steuerung, die ebenfalls im eigenen Werk entwickelt wurde.
Für den Einbau der iClad war dann jedoch die Unterstützung von Pallas Geschäftsführer Stephan Kalawrytinos und Rodion Honisch, Leiter der Abteilung Laser bei Pallas, vor Ort gefragt. Im ersten Schritt bauten sie die bei ProArc bereits installierte iClad ab, um Sam Hsieh und Steven Hung die Funktionsweise der Laserbearbeitungsoptik zu erklären. Dafür zerlegten sie die Optik in ihre Einzelteile und zeigten den Ingenieuren, wo die einzelnen Komponenten eingebaut sind, wie man diese wechselt und bedient. Den Abschluss dieser ebenso intensiven wie praxisnahen Schulung bildete der gemeinsame Zusammenbau der iClad durch die Teams von Pallas und ProArc.
Hieran schloss sich eine Schweißeinweisung an: Anhand erster Flachschweißungen und -beschichtungen vermittelte Pallas die für den Einsatz der iClad relevanten Parameter. Dabei zeigte sich auch konkreter Beratungsbedarf zu spezifischen Gegebenheiten vor Ort: Da der Pulverförderer von ProArc in großer Entfernung zur Anlage stand, war der Pulverfluss zunächst unregelmäßig. Mit gezielten Anregungen half Pallas, die lange Strecke für einen reibungslosen Pulverfluss zu überbrücken. Auch bei der Parametereinstellung für das vom Stahlproduzenten und Anlagenbauer gewählte Pulver war die Expertise von Pallas gefragt. Dieser Chrom-Ersatzstoff ist hoch korrosionsbeständig und mit einer Härte von 58 Rockwell sehr abrasionsbeständig. Pallas hatte bereits im eigenen Unternehmen mit diesem Pulver gearbeitet und konnte deshalb konkrete Erfahrungen aus der Praxis mit in die Beratung einbringen. So ist eine Besonderheit dieses Werkstoffs, dass er – anders als Chrom, das nur im Mikrometerbereich aufgetragen werden kann – einen dicken Schichtauftrag erlaubt. Dadurch kann der Stahlhersteller seine geplanten Schutzbeschichtungen einschichtig durchführen.


Entsprechend positiv war die Resonanz von ProArc auf die Zusammenarbeit mit dem deutschen Experten für Oberflächenbearbeitung: „Unser erster Kontakt mit Pallas war bei Laserline, wo auch das Angebot zur Vor-Ort-Schulung in Taiwan erfolgte“, so Sam Hsieh, Senior Engineer von ProArc. Er ergänzt: „Bei dieser Schulung war das Team von Pallas sehr nett und hilfsbereit – eine tolle Erfahrung!“ Vor der Lieferung an den Stahlproduzenten und Anlagenbauer in Taiwan führte ProArc noch umfangreiche Systemprüfungen mit der iClad® durch. In achtstündigen Dauertests musste die Spezialoptik im Beschichtungseinsatz zeigen, ob sie den harten Anforderungen eines Stahlwerks gewachsen ist. Zu diesem Zweck wurden insgesamt sechs Rohre und 4.000 Millimeter lange und 1.200 Millimeter breite Bleche von ProArc mit dem schlanken Laserbearbeitungskopf beschichtet. Mit den Testergebnissen waren ProArc und der Stahlhersteller gleichermaßen hochzufrieden: “Die iClad® arbeitet sehr stabil und präzise“, so ihr einhelliges Urteil.
(Quelle: Pallas GmbH & Co. KG)
Schlagworte
LaserauftragschweißenLaserschneidenPlasmaschneidenStahlproduktionStahlverarbeitung





