04.04.2026
Forschung

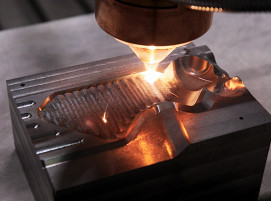
Forschende des Fraunhofer IWS haben mit dem neuen Verfahren Laserdirektplattieren eine laserbasierte Technologie entwickelt, die metallische Schichten schneller, energieeffizienter und kostengünstiger erzeugt als bisherige Verfahren. Dabei wickelt das Team ein bandförmiges Metall spiralförmig auf rotationssymmetrische Bauteile und fügt es lokal mit Laserenergie stoffschlüssig mit dem Grundkörper. Das Grundmaterial bleibt fest, die Oberfläche glatt und nahezu nacharbeitsfrei. Anwender reduzieren Taktzeiten, Energiebedarf und Prozesskosten deutlich.
Laserdirektplattieren koppelt minimalen Wärmeeintrag mit definierter Umformkraft. An der Fügestelle reißen Oxidschichten auf, frische Metalloberflächen reagieren unmittelbar, und es entsteht eine dauerhafte metallische Bindung. Im Unterschied zum Laserauftragschweißen schmilzt die Beschichtung nicht großflächig auf, sondern bleibt weitgehend in der festen Phase. Dieser Mechanismus reduziert den Energieeinsatz, erhöht die Auftragsrate und stabilisiert die Schichtqualität entlang der gesamten Bauteillänge.
„Die schmelzflüssige Phase versuchen wir zu minimieren oder sogar zu vermeiden“, unterstreicht Marko Seifert, Abteilungsleiter Wärmebehandlung und Thermisches Beschichten am Fraunhofer IWS. „Wir aktivieren die Kontaktzone mit sehr wenig Energie und erreichen dadurch dichte, gleichmäßige Beschichtungen bei deutlich geringerer Prozesszeit“.
Funktionsprinzip und Abgrenzung
Direktplattieren richtet sich auf rotationssymmetrische Bauteile aus. Das Band läuft mit konstanter Geschwindigkeit, legt sich spiralförmig um den Grundkörper und verbindet sich während des Aufwickelns mit dem Substrat. Laserstrahlung erwärmt die Kontaktfläche nur für kurze Zeit auf Fügetemperatur. Die kombinierte Wirkung aus Wärme und Druck erzeugt eine stoffschlüssige Verbindung. Damit grenzt sich das Verfahren vom Laserstrahlauftragschweißen mit durchgehendem Aufschmelzen des Beschichtungswerkstoffes ab. Laserdirektplattieren erzeugt die funktionale Schicht direkt auf dem Bauteil.
Prozessleistung und Schichtqualität
Bandgeschwindigkeiten im Meter-pro-Minute-Regime erlauben hohe Auftragsraten bis in den dreistelligen Kilogramm-pro-Stunde-Korridor. Die geringe thermische Beeinflussung beschränkt die Wärmeeinflusszone auf die unmittelbare Fügelinie und erhält das Gefüge des Grundkörpers. Die Oberfläche zeigt eine homogene, walzähnliche Struktur; Abdrehen, Schleifen, Polieren als Nachbearbeitungsschritte fallen deutlich kürzer aus. In einer industriellen Referenz sank die Beschichtungszeit eines Hydraulikzylinders von rund zwanzig Stunden auf etwa sechs Stunden. Je nach Setup reduziert sich der Energiebedarf um bis zu neunzig Prozent.

Dichtheit, Mehrlagenaufbau und Werkstoffwahl
Das Aufbringen in Spiralen erzeugt definierte Stoßfugen, die ein mitlaufender Fügeprozess verschließt. Für korrosionskritische Anwendungen empfiehlt sich ein mehrlagiger Aufbau, weil ab der zweiten Lage nur noch gleichartige Schichten miteinander fügen und damit Aufmischungen minimieren. Typische Lagendicken liegen bei etwa einem bis drei Millimeter. Mehrlagige Pakete erreichen mehrere Zentimeter Gesamtstärke. Weiterhin ermöglicht der selektive Volumenaufbau entlang der Bauteillänge angepasste Profilierungen. Unterschiedliche Werkstoffe in den Lagen schaffen multifunktionale Schichten
Einsatzfelder in Fertigung und Instandhaltung
Laserdirektplattieren verbessert den Auftrag von Beschichtungen für Verschleiß- und Korrosionsschutz an Hydraulikzylindern, Prozess- und Umformwalzen sowie Gleitlagern. Für die Regeneration abgenutzter Walzen baut der Prozess das fehlende Volumen gezielt wieder auf. Das spart Material und verkürzt Stillstände.
Arbeitsschutz und Systemintegration
Direktplattieren verzichtet auf Pulverhandling. Absaugung und Einhausung orientieren sich an etablierten Schweiß- und Laserschutzkonzepten. Die Anlage kapselt den Prozess vollständig, das Bedienteam arbeitet von außen. Dadurch sinkt der Aufwand für Peripherie und die Integration in Fertigungsumgebungen gelingt mit standardisierten Sicherheitsmodulen. Das senkt Investitionskosten und beschleunigt die Implementierung.
Pilotanlage, Schutzrechte und Technologietransfer
Das Fraunhofer IWS hat das Laserdirektplattieren zum Patent angemeldet und eine Pilotanlage für Bauteile bis zwei Meter Länge aufgebaut. Das Team qualifiziert Anwendungsfälle, legt Prozessfenster fest und belegt die Wirtschaftlichkeit an Demonstratoren. Die Skalierung erfolgt in Zusammenarbeit mit dem Anlagenhersteller und industriellen Partnern, Optionen für Lizenz- und Transfermodelle liegen vor. Ziel bildet eine belastbare Auslegung für Serienprozesse mit klar definierten Takt- und Qualitätskennwerten.
Wirtschaftlichkeit und Nutzen
Laserdirektplattieren reduziert Energieeinsatz, Bearbeitungszeiten und Nacharbeit. Die hohe Auftragsrate verkürzt Takte, der spezielle Fügemechanismus stabilisiert Qualität und der mehrlagige Aufbau erweitert den Gestaltungsraum für Funktionsschichten. In Summe sinken die Stückkosten. Das verbessert die Wirtschaftlichkeit der Produktion und senkt den CO2-Fußabdruck.
(Quelle: Fraunhofer-Institut für Werkstoff- und Strahltechnik IWS)
Schlagworte
BeschichtungenEnergieeffizienzFügenKorrosionsschutzLaserLaserdirektplattierenLaserstrahlMetallbeschichtungPlattierenTechnologieVerschleißschutz