07.02.2021
Technologien

EHLA-Tuning bei der Walzenbeschichtung
Es geht rund bei dem weltweit erfolgreichen Extremen Hochgeschwindigkeits-Laserauftragschweißen EHLA des Fraunhofer-Instituts für Lasertechnik ILT. Im Verbundprojekt EVEREST entstand mit drei Industriepartnern eine Verfahrens- und Systemtechnik zur effizienten Reparatur und Beschichtung von Bauteilen – erprobt an Walzen. Die Aachener wollen nach erfolgreichem Projektabschluss nun die neu entwickelte Prozesskette in der Industrie verankern. Das Ziel lautet: Auch lange und große Walzen und andere Rotationsbauteile endkonturnah, prozesssicher und extrem effizient mit dem EHLA-Verfahren zu beschichten.
Revolutionäre technische Entwicklungen erfordern Geduld: Das trifft auch auf EHLA zu. Forscherinnen und Forscher des Fraunhofer ILT starteten zwar bereits vor fast einem Jahrzehnt mit der Entwicklung des Extremen Hochgeschwindigkeits-Laserauftragschweißens, das den bisherigen Prozess von bis dahin maximal 2,0 auf mehrere Hundert Meter pro Minute erhöht. Doch erst die Weiterentwicklung und Erprobung in Verbundprojekten führte langfristig zum Erfolg.
Projekt EVEREST: Erfolgreicher Abschluss mit zufriedenen Industriepartnern
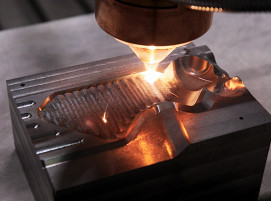
Ein aktuelles Beispiel ist das Verbundprojekt EVEREST: Gemeinsam mit den Industriepartnern LUNOVU GmbH aus Herzogenrath, BCT GmbH aus Dortmund sowie der Drink & Schlössers GmbH & Co. KG aus Krefeld haben Wissenschaftlerinnen und Wissenschaftler des Fraunhofer ILT Verfahrensparameter und Strategien für die Beschichtung und Reparatur sowie für die hybride Fertigung beispielsweise von Dichtflächen entwickelt. Dieser Prozess wurde erfolgreich in der Praxis erprobt. Beschichtet wurde zum Beispiel eine Heizwalze (Länge: 1.200 Millimeter, Durchmesser: 200 Millimeter) mit korrosionsbeständigem Pulver auf Eisen-, Nickel- und Kobaltbasis. Die Schichtdicken betrugen im Projekt 50 bis 300 μm – bei Prozessgeschwindigkeiten von 20 bis 200 m/min.

Kameraüberwachung macht Prozess transparent
Eine sehr wichtige Rolle in diesem Projekt spielte die von BCT und Fraunhofer ILT entwickelte Systemtechnik zur Geometrie- und Prozesserfassung sowie zur adaptiven Bahnplanung. Diese Aufgabe übernahm ein speziell entwickeltes CAM-Modul, das teilautomatisiert geometrische Abweichungen vom Soll-Zustand korrigiert. Doch es ging nicht nur um das Schließen des Regelkreises. „Wir haben einen kamerabasierten Ansatz verfolgt, mit dem wir quasi aus der Vogelperspektive den Beschichtungsvorgang verfolgen und so Aussagen über die Stabilität des Prozesses treffen können“, erklärt Gregor Bultel, Wissenschaftler am Fraunhofer ILT. „Die Systemtechnik hat sich im Projekt sehr bewährt, wir suchen dafür jetzt die ersten Anwender.“
Effiziente Systemtechnik dank teilautomatisierter Prozesskette
Die Praxisversuche liefen in Herzogenrath beim Projekt-Konsortialführer LUNOVU, der auch die EHLA-Demonstrationsanlage betreute. Der Hersteller von Laseranlagen integrierte die gesamte Prozesskette in den Demonstrator, um den gesamten Arbeitsablauf vom Scannen, der Bahnplanung und automatischen Generierung des NC-Programms bis hin zum automatischen Reparaturprozess zu integrieren. „Das größte Problem war es, alle beteiligten Subsysteme zu einer Prozesskette zu vereinen“, sagt LUNOVO-Applikationsentwickler Andreas Bartling im Rückblick. „Die Herausforderung haben wir gemeistert: Es entstand eine sichere und zugleich ressourcenschonende Prozesskette mit sehr effizienter Systemtechnik, um die sich nur sehr wenige Mitarbeiter kümmern müssen.“
Erweiterung der Prozesskette: Nachbearbeitung inklusive
Im Projekt analysierten die Beteiligten auch den weiteren Handlungsbedarf. Zu den anstehenden Arbeitspunkten zählen für Bultel u.a. das Optimieren der Pulverwerkstoffe, das Auftragen komplexer Geometrien, die Erhöhung der Endkonturnähe sowie neue Verfahrensstrategien zum rissfreien Auftragen von sehr harten Schichten. Aber auch das Thema Prozesskette geht für ihn noch weiter: „Ich denke an das Verknüpfen von Prozessketten: Wir könnten den Beschichtungsprozess auch mit Nachbearbeitungsschritten kombinieren – vielleicht sogar in ein und derselben Anlage.“

Zufriedener Pilotanwender wünscht Weiterentwicklung
Den Praxistest übernahm der Walzenhersteller Drink & Schlössers. „Mit dem Verfahren und der eingesetzten Technik ließen sich die Bauteiloberflächen gut bearbeiten“, resümiert Geschäftsführer Kurt Beckers. „Wir konnten die Oberflächen genauso erzeugen, wie wir es uns vorgestellt hatten.“ Das Laserauftragschweißen mit Pulver kannte der Geschäftsführer bereits, daher war er auch an der deutlich schnelleren Version sehr interessiert. Nach dem zufriedenstellenden Pilotprojekt sieht Beckers gute Chancen für EHLA: Er hofft auf eine Weiterentwicklung der Verfahrenstechnik, mit der sich künftig auch sehr große, lange Walzen mit einem Durchmesser von bis zu 3.000 mm endkonturnah und prozesssicher beschichten lassen.
Das Vorhaben wurde aus Mitteln des Europäischen Fonds für regionale Entwicklung (EFRE) gefördert.
(Quelle: Presseinformation des Fraunhofer-Instituts für Lastertechnik ILT)
Schlagworte
BeschichtenEHLALaserauftragschweißenLasertechnolgien