07.09.2020
Kommentar
Technologien

Elektronenstrahlschweißen: Die Kraft der kleinsten Teilchen
Im Elektronenstrahl (engl.: Electron Beam, kurz EB) erreichen Elektronen, also kleinste Teilchen, eine so gewaltige kinetische Energie, dass sie härteste metallische Werkstoffe nicht nur aufschmelzen, sondern sogar verdampfen. Dieses faszinierende Prinzip ist seit fast 40 Jahren die Passion von Dr. Klaus-Rainer Schulze. Der Physiker und Fertigungstechniker „brennt“ für dieses Verfahren und hat sich jahrzehntelang intensiv damit befasst, in Forschung und Entwicklung, im Vertrieb und in der Wissensvermittlung, zum Beispiel durch Vorträge, Publikationen und Lehrgangsleitungen. Im Interview verrät der Experte spannende Details zum Elektronenstrahl-schweißen und dessen Anwendungspotenzial und erklärt unter anderem auch, warum der Elektronenstrahl mit der „Tragik der frühen Geburt“ zu kämpfen hat.

Herr Dr. Schulze, Stichwort „Materialbearbeitung mit dem Elektronenstrahl“: Wie funktioniert das grundsätzlich?
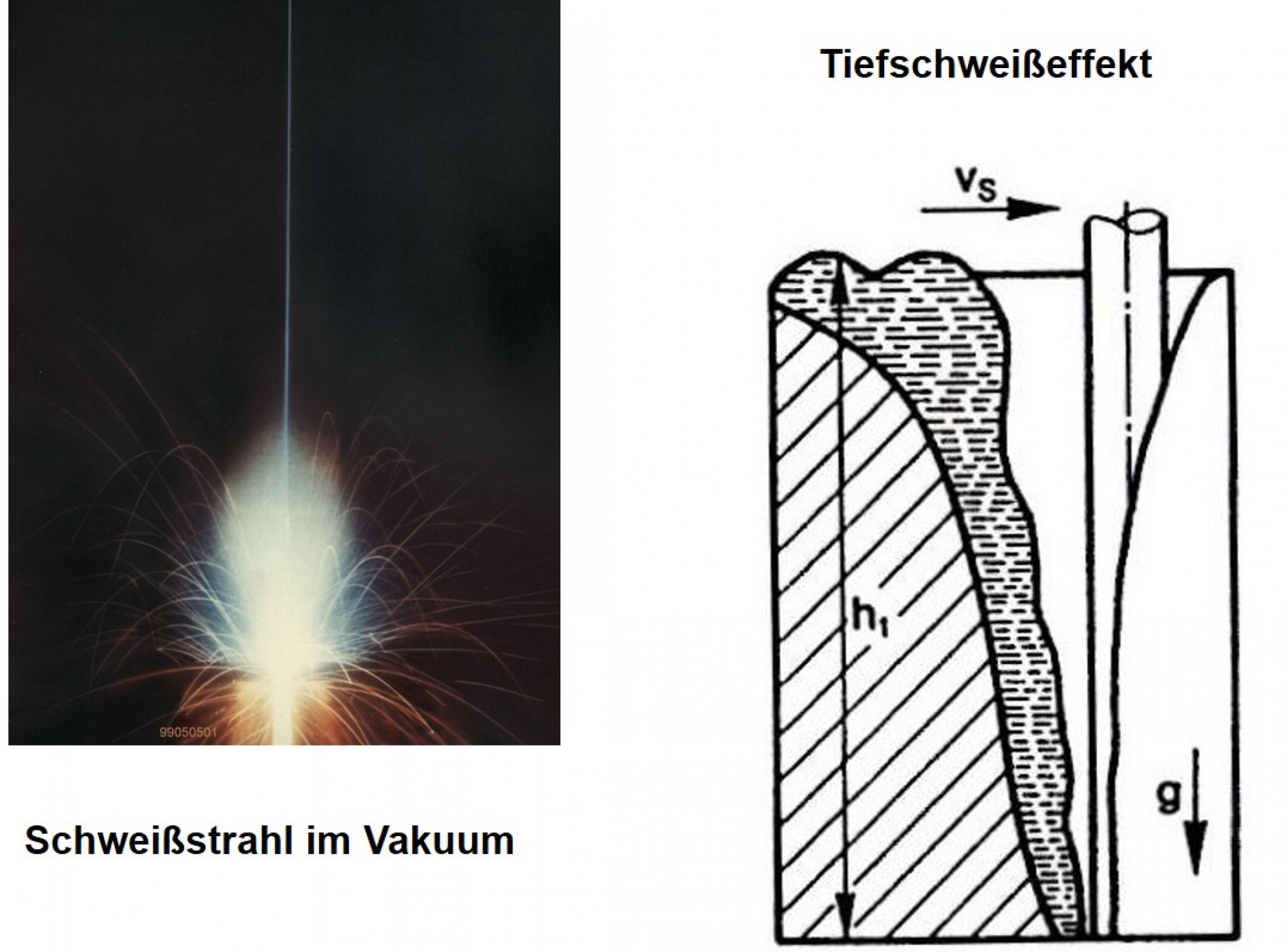
Beim Elektronenstrahlschweißen wird im Vakuum aus einer kleinen auf circa 2.800° C aufgeheizten Wolframkathode eine große Menge freier Elektronen erzeugt. Diese freien Elektronen werden dann durch elektrische und magnetische Felder zum Strahl gebündelt und mittels Hochspannung, also zwischen 60 und 150 Kilovolt, auf eine extrem hohe Geschwindigkeit beschleunigt – mindestens 150.000 km/s. Die Masse erreicht dadurch eine derart gewaltige kinetische Energie, dass die Elektronen beim fokussierten Auftreffen auf den metallischen Werkstoff diesen am Auftreffort nicht nur erhitzen oder aufschmelzen sondern sogar verdampfen – und das schon bei Strahlstromstärken im Milliampere-Bereich.

Das Besondere dabei ist, dass durch diese Metalldampfbildung der Strahl kapillarartig tief ins Werkstück eindringt, man nennt das auch Tiefschweißeffekt, sodass bei einer Relativbewegung von Elektronenstrahl und Werkstück eine Schweißnaht entsteht.
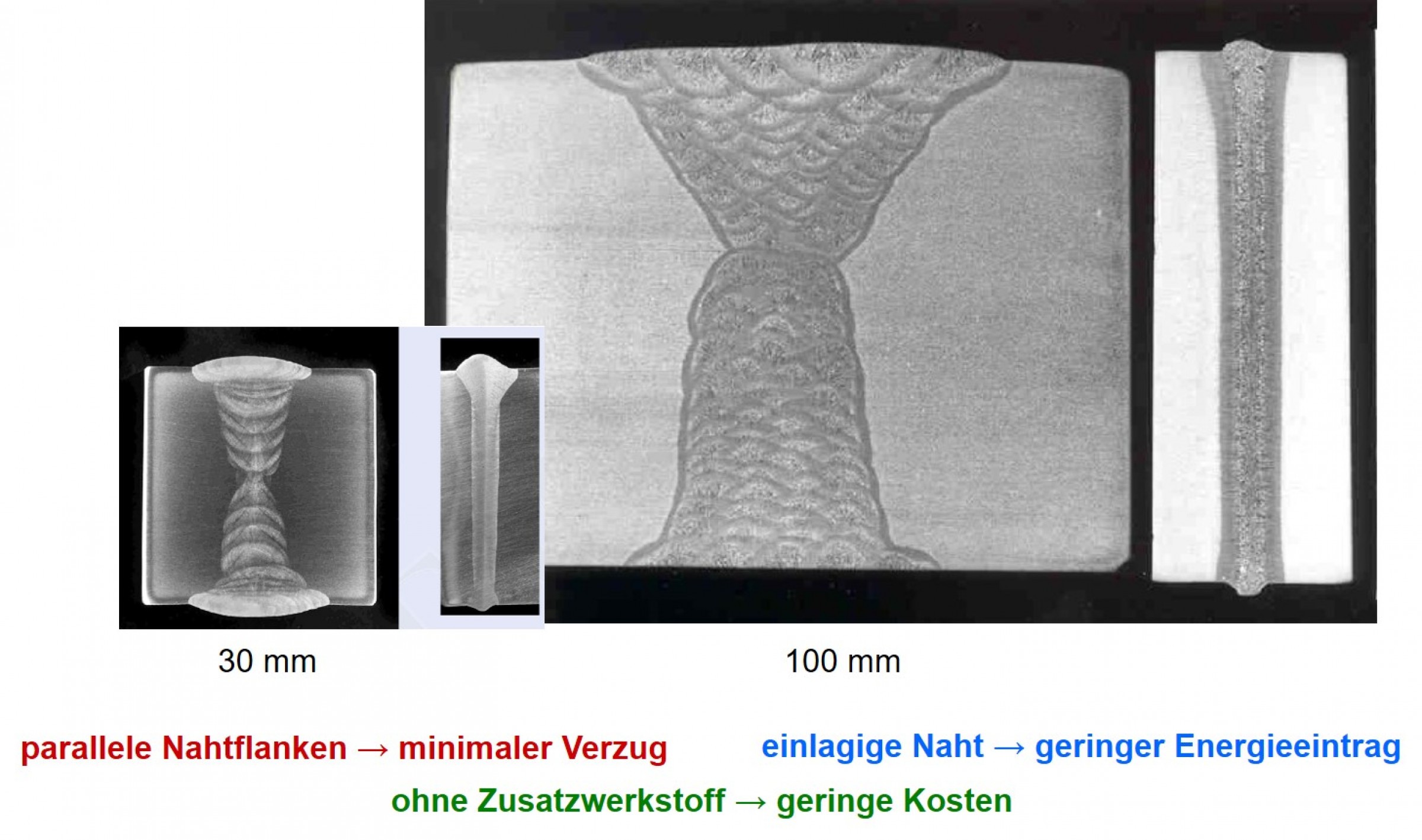
Im Vergleich zu den Lichtbogenschweißverfahren ist die Fugenvorbereitung dabei überaus einfach. Es genügt z. B. ein glatter I-Stoß mit möglichst geringem Spalt, ein Zusatzwerkstoff wird nicht benötigt. Der Elektronenstrahl schmilzt die Fügepartner anteilig auf, sodass eine „autogene“ Naht entsteht. Die Nahttiefen sind über die Strahlleistung und andere Parameter genau einstellbar – in Stahl z. B. zwischen 0,1 und 200 Millimeter in einem einzigen Durchgang.
Welche Verfahrensvarianten gibt es, abgesehen vom Elektronenstrahlschweißen?
Das Elektronenstrahlschweißen ist zweifelsohne die wichtigste Anwendung. Daneben gibt es aber auch die lokale Oberflächenmodifikation als Randschichtbehandlung mit dem Elektronenstrahl. Damit lassen sich ganz gezielt bestimmte Bereiche wie Funktionsflächen von Werkstücken härten, umschmelzen, legieren oder strukturieren, sodass dort ‒ und nur dort ‒ die benötigten Eigenschaften entstehen.
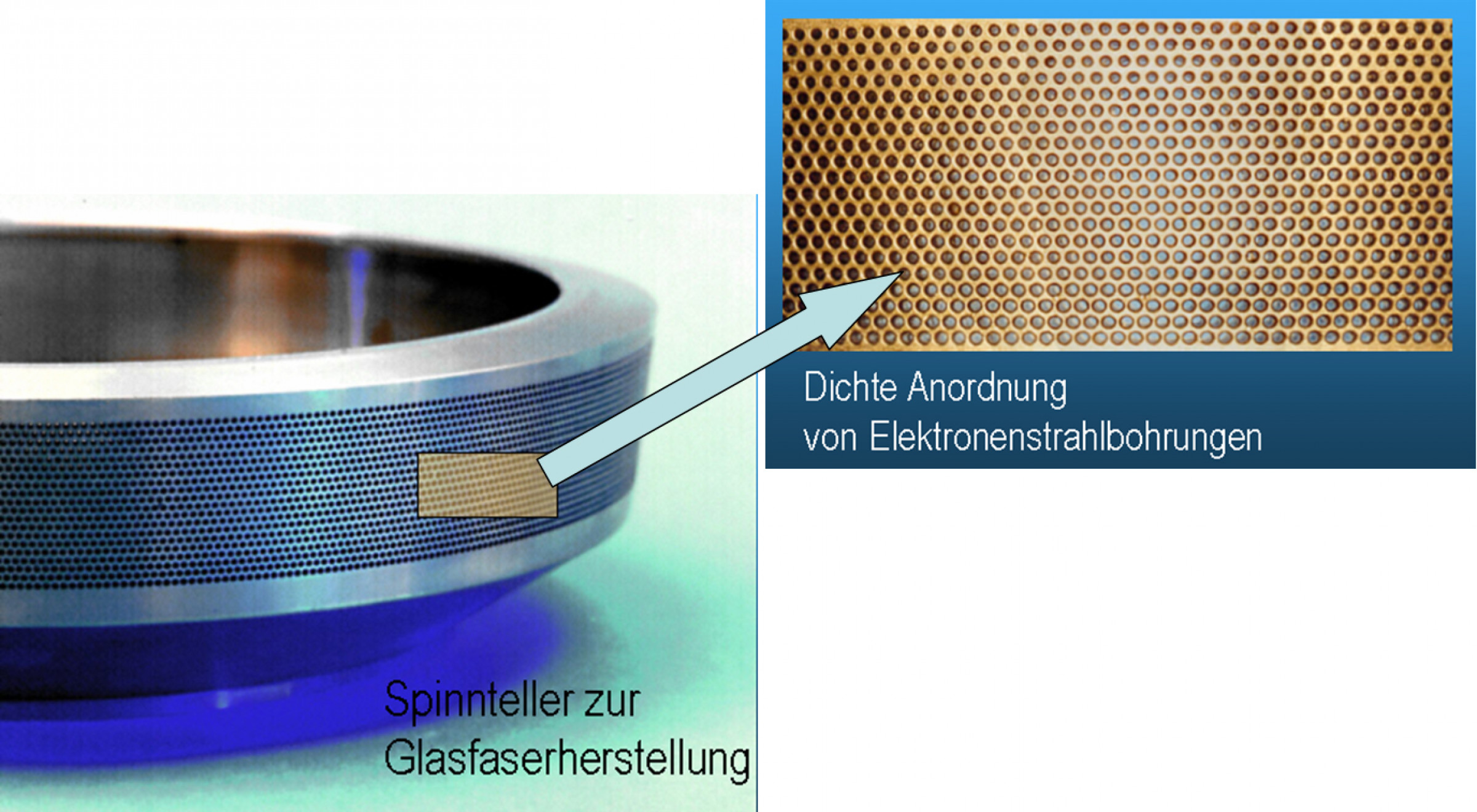
Man kann mit dem Elektronenstrahl außerdem auch „bohren“, oder besser gesagt: perforieren. In Bleche oder Bauteile werden dank der Dampfkapillare bei Wandstärken zwischen 0,5 und 10 Millimetern in allerkürzester Zeit extrem viele Durchbrüche erzeugt. Ein Filterblech von 1 Millimeter Dicke kann dann schon mal 4 Millionen Löcher mit 150 µm Durchmesser enthalten, die mit 200 Stück pro Sekunde eingebracht werden. Aber auch größere Durchbrüche sind möglich.

Neben diesen im Vakuum ausgeführten Verfahrenstechniken gibt es aber auch noch die Möglichkeit, den im Hochvakuum erzeugten und fokussierten Elektronenstrahl über feine Düsen an die freie Atmosphäre herauszuführen – zum Nonvacuum-EB-Schweißen. Mit diesem extrem leistungsfähigen Verfahren lassen sich Toleranzen an großen Bauteilen, die also nicht in eine Vakuumkammer müssen, gut überbrücken. Der nötige Strahlenschutz wird dann durch eine Einhausung gesichert.

Was lässt sich über den technischen Aufbau sagen? Welche Geräte werden benötigt? Und welche Schutzmaßnahmen sind erforderlich?
Jede EBW-Maschine umfasst zumindest die Arbeitskammer, den Strahlgenerator, die für beide notwendigen Vakuumpumpen, die Hochspannungsversorgung, eine elektronische Steuerung für die Maschine und den Prozess sowie ein höchstpräzises Bewegungssystem und Spannvorrichtungen in der Kammer.
Die Hochspannungsversorgung ist steuerungstechnisch so verriegelt, dass eine Berührung ausgeschlossen ist. Der mechanische Aufbau der Vakuumkammer sichert zum einen die notwendige Stabilität gegen den äußeren Luftdruck, zum anderen aber auch den Schutz vor der Röntgenstörstrahlung, die bei jedem Elektronenstrahlprozess unvermeidlich ist. Aber wenn die Arbeitskammer zum Werkstückwechsel geöffnet wird, gibt es naturgemäß keinen Elektronenstrahl mehr und damit auch keine Röntgenstrahlung – eine immer wieder mal geäußerte Sorge.

Übrigens wird jede Maschine zum Elektronenstrahlschweißen anwendungsspezifisch und damit wirtschaftlich optimal konfiguriert, selbst wenn die Grundprinzipien der Funktion stets dieselben sind.
Welche Voraussetzungen müssen gegeben sein, um eine Maschine zum Elektronenstrahlschweißen zu installieren?
Eine EBW-Maschine wird grundsätzlich als Komplettsystem nach den Bedarfsvorgaben eines Nutzers hergestellt und geliefert. Auf diese Weise ist sichergestellt, dass die technischen Parameter und alle sicherheitsrelevanten Vorkehrungen strikt eingehalten werden und niemand gefährdet wird.




Welche Vorteile gibt es bei der Nutzung der Elektronenstrahlverfahren?
Der Hauptvorteil liegt in den Möglichkeiten, die der Konstrukteur daraus ziehen kann, denn das Elektronenstrahlschweißen erlaubt die optimale Fertigung eines komplexen Bauteiles. Der Konstrukteur kann es aus einfach und kostengünstig zu fertigenden – gegebenenfalls endbearbeiteten – Einzelteilen zusammensetzen. Beim nachfolgenden Fügen dieser Einzelteile mit dem Elektronenstrahl entsteht ein so geringer Verzug, dass die Komponenten meist einbaufertig aus der Maschine kommen; manchmal ist eine minimale Nachbearbeitung nötig, z. B. das Wuchten von schnell rotierenden Komponenten.

Darüber hinaus ist noch ein weiterer Aspekt zu betonen: Die zu fügenden Einzelteile können im Rahmen der metallurgischen Verträglichkeit aus unterschiedlichen Werkstoffen bestehen, sodass sowohl im Hinblick auf die Eigenschaften der Bauteilfunktion als auch bezogen auf die Materialkosten ein Optimum realisierbar ist. Und last, but not least, kann der Konstrukteur mit dem Zusammenfügen von Einzelteilen Bauteilgeometrien realisieren, die spanend „aus dem Vollen“ nicht zu fertigen wären und zudem masse- und raumsparend sind.
Beim Elektronenstrahlschweißen können die zu fügenden Einzelteile im Rahmen der metallurgischen Verträglichkeit aus unterschiedlichen Werkstoffen bestehen.

Gibt es auch Nachteile?
Es sind eher Vorurteile, mit denen das Elektronenstrahlschweißen zu kämpfen hat. Dabei geht es beispielsweise um die Notwendigkeit, dass die Einzelteile sehr genau vorbereitet werden müssen. Dem ist dann allerdings die Frage entgegenzustellen, welchen Vorteil eine „ungenaue“ Fertigung der Einzelteile brächte, wenn doch das Bauteil nach dem EB-Schweißen sofort montagefertig sein kann?
Andere behaupten, die notwendige Evakuierung der Arbeitskammer sei ein Nachteil beim Elektronenstrahlschweißen. Abgesehen davon, dass in der Einzelfertigung bei sehr großen Komponenten die Evakuierungszeit durchaus mal einige Minuten dauern darf – das Einrichten braucht meist deutlich länger – sind die Maschinen für das Elektronenstrahlschweißen in der Massenfertigung so konfiguriert, dass die anteilige Evakuierungszeit nur bei etwa 3 Sekunden/Teil liegt. Und der größte dagegenstehende Vorteil des Arbeitsvakuums wird dabei geflissentlich übersehen: Kein Schutzgas kann das Schmelzbad besser schützen als das Vakuum. Auch eine Wasserstoffversprödung beispielsweise ist dadurch ausgeschlossen.

Für welche Werkstoffe ist das Elektronenstrahlschweißen besonders geeignet, für welche weniger?
Das Elektronenstrahlschweißen ist bei allen metallischen Werkstoffen anwendbar – von den Leichtmetallen über die Stähle und die Buntmetalle bis hin zu den Sondermetallen – einschließlich der diversen Legierungen. Einige besonders reaktive Werkstoffe wie Titan, Niob, Tantal u.a. können prozesssicher allerdings nur im Hochvakuum geschweißt werden. Die hohe Energie im Auftreffpunkt des Strahls bringt aber jeden dieser Werkstoffe zum Schmelzen und Verdampfen.
Gerade hoch- und höchstfeste Stähle können dank des verfahrenstypisch minimalen Wärmeeintrags durch den Elektronenstrahl in hoher Qualität sicher geschweißt werden. Und extrem lange Nähte an Blechen oder Profilen, in Stahl oder Aluminium, sind ein dankbares Feld für das überaus schnelle Nonvacuum-EB-Schweißen, das im Gegensatz zum Laserstrahl-Hybrid-Schweißen weder Zusatzwerkstoff noch Schutzgas benötigt.
Nicht elektrisch leitfähige Werkstoffe können hingegen nicht mit dem Elektronenstrahl bearbeitet werden. Und wenn unterschiedliche Metalle mit dem Elektronenstrahl zusammengefügt werden sollen, ist zu beachten, dass sich intermetallische Phasen bilden können, die spröde sind. Dieser Effekt tritt aber grundsätzlich bei allen Schmelzschweißverfahren auf und lässt sich gerade durch die hervorragende Positionierbarkeit des Elektronenstrahls begrenzen.

Was lässt sich über die Wirtschaftlichkeit der Nutzung des Elektronenstrahlschweißens sagen?
Eine EB-Maschine kostet nicht mehr als eine Laserstrahl-Anlage bei vergleichbarer Leistungsfähigkeit. Die laufenden Kosten beim Elektronenstrahlschweißen sind allerdings deutlich geringer. Das einzige Verschleißteil in der Maschine ist die Kathode, die Kosten dafür liegen etwa im unteren zweistelligen Euro-Bereich. Und es gibt keine stofflichen Komponenten zur Strahlformung, die verschmutzen könnten. Hinzu kommt die enorm hohe Energieeffizienz für die gesamte Maschine mit einem über den Bearbeitungszyklus gemittelten „Steckdosenwirkungsgrad“ von deutlich über 50 Prozent Leistung am Werkstück.
In die Wirtschaftlichkeitsbetrachtung sind natürlich auch die bereits beschriebenen konstruktionsbezogenen und fertigungstechnologischen Möglichkeiten einzubeziehen – also die hohe Wertschöpfung mit Hilfe des EB-Schweißens.

In welchen Branchen können Elektronenstrahlverfahren ihr Potenzial bereits ausspielen? Welche weiteren Branchen wären wünschenswert?
Die Vielzahl der Branchen, in denen die Elektronenstrahl-Technologien seit Jahrzehnten angewendet wird, ist enorm. Stellvertretend seien an dieser Stelle der Maschinenbau, der Automobilbau, Elektro- und Energietechnik aller Sparten, die Luft- und Raumfahrt, die Feinwerktechnik oder auch die Medizintechnik genannt.
Angebracht wäre ein verstärkter Einsatz des Elektronenstrahlverfahrens zum Bespiel im Anlagenbau, im Kranbau, im Schienenfahrzeugbau. Dem stehen bisher jedoch unter anderem viele Zulassungsvorschriften entgegen, die vor Jahrzehnten für das Lichtbogenschweißen erstellt wurden, aber für das EB-Schweißen erweitert werden müssten – und können.
Warum ist die Materialbearbeitung mit dem Elektronenstrahl in der öffentlichen und fachöffentlichen Wahrnehmung weniger präsent als beispielsweise die Nutzung des Laserstrahls?
Ich habe es mal so formuliert, dass dies in der Tragik der „frühen Geburt“ begründet ist: Die Ära der bewussten thermischen Werkstoffbearbeitung mit dem Elektronenstrahl begann bereits 1948, der Laser hingegen wurde 1960 „geboren“ und seine Nutzung in der industriellen Fertigung begann erst gegen Ende der 80er Jahre. Und während der Elektronenstrahl in der Industrie still aber erfolgreich angewendet wurde, stürzten sich alle Medien in der inzwischen entstandenen Informationsgesellschaft förmlich auf die Laser. Und natürlich hatte jeder Mensch schon davon gehört und irgendein Lasersystem auch schon erlebt oder benutzt: Laserpointer, CD-Player, Laser-Show, Laserskalpell u.a.m. Der Elektronenstrahl wurde in der Folge als „Werkzeug von gestern“ disqualifiziert.

Leider wird auch an vielen Bildungseinrichtungen mit schweißtechnischer Orientierung dem Elektronenstrahl vergleichsweise wenig Aufmerksamkeit und Raum geschenkt. Dies ist unter anderem der dort mangelnden Verfügbarkeit von EB-Maschinen geschuldet, aber auch dem generellen Publizitätsdefizit. Demzufolge erleben die Hersteller von Elektronenstrahl-Maschinen während der Inbetriebnahme beim Nutzer immer wieder das Gleiche: Selbst die dortigen Ingenieure – insbesondere die jüngeren - sind erstaunt, was eine solche Maschine alles kann.
Es ist sicher nicht die Aufgabe solcher Bildungseinrichtungen, Fachkräfte für das Elektronenstrahlschweißen auszubilden, sie sollten aber ein ausreichendes Grundverständnis dafür vermitteln. Die notwendigen Spezialkenntnisse können in späteren Lehrgängen oder Schulungen erlangt werden. Dies geschieht überregional allgemein, zum Beispiel an einer Schweißtechnischen Lehr- und Versuchsanstalt, oder unternehmensintern für die dortigen konkreten Anforderungen.
Stichwort „Forschung“: Welche aktuellen Fragestellungen oder Herausforderungen stehen bei den Elektronenstrahlverfahren derzeit im Fokus?
Das eingangs beschriebene, grundsätzliche Prinzip der Elektronenstrahl-Erzeugung bleibt sicherlich in Zukunft im Wesentlichen gleich. Aber wie der Strahl manipuliert und geformt werden kann – allein durch elektrische Ansteuerung von Feldern und mit Frequenzen bis in den Megahertz-Bereich, das schafft Stoff für ständig neue Forschungsprojekte. Dies betrifft sowohl Anwendungen zum Mehrbad- und/oder Mehrprozess-Schweißen, als auch die gezielte, punktgenaue Beeinflussung der Schweißmetallurgie, wodurch zum Beispiel Duplex-Stähle ohne Zusatzwerkstoff geschweißt werden können oder der festigkeitsmindernde Einfluss von intermetallischen Phasen bei Werkstoffkombinationen zurückgedrängt werden kann.
Ein aktuell laufendes Forschungsprojekt befasst sich auch mit der Fragestellung nach der Zulassungsfähigkeit von Elektronenstrahl-Schweißnähten in Baustählen sowie in Vergütungsstählen trotz erhöhter Härtewerte in dem sehr schmalen Nahtbereich.

Welche Kenntnisse muss eine Fachkraft haben, um das Verfahren richtig anwenden zu können?
Die Anforderungen an das Personal sind vergleichbar denen für andere Werkzeugmaschinen – auch für das Elektronenstrahlschweißen ist eine Schulung erforderlich. Darin werden dann Details zu Strahlerzeugung und -formung, zum Maschinenaufbau und deren Funktionen, zum Prozessverständnis, zu den Bearbeitungstechnologien, zur Schweißmetallurgie, zur Qualitätssicherung vermittelt und last, but not least auch Prinzipien und Möglichkeiten der elektronenstrahlgerechten Konstruktion. Und natürlich wird an vielen praktischen Beispielen das Leistungsspektrum der EB-Anwendungen demonstriert.
Was lässt sich über den noch relativ jungen DVS-Lehrgang „Fachkraft Elektronenstrahlschweißen“ nach Richtlinie 1190 sagen? Inwiefern wurden die Kursinhalte aus dem früheren Lehrgang 1199 verändert?
Der Bedarf an Weiterbildungsangeboten zum Elektronenstrahl ist seit vielen Jahren erkannt. Der Lehrgang nach Richtlinie DVS 1199 war inhaltlich überaus breit angelegt und mit einer Dauer von zwei Wochen für die Unternehmen der Industrie nicht akzeptabel. Er wurde daher nur einmal durchgeführt.
Es hat dann noch einmal einige Jahre gedauert, bis der neue Lehrgang nach Richtlinie DVS 1190 ausgearbeitet und zertifiziert worden ist. Dieser ist erheblich straffer aufgebaut – ohne aber auf wichtige Inhalte zu verzichten – und dauert nur drei Tage. Und die erstmalige Durchführung an der SLV Halle im Januar 2020 mit Teilnehmern aus ganz Deutschland und der Schweiz wurde von allen als großer Erfolg gewertet.

Wer sind die Zielgruppen des DVS-Lehrgangs „Fachkraft Elektronenstrahlschweißen“?
Was die Qualifikation betrifft, wendet sich der Lehrgang an Ingenieure und Techniker, aber auch an Meister und Facharbeiter, die entweder bereits mit dem Elektronenstrahl arbeiten und ihre Kenntnisse vertiefen wollen oder solche, die sich auf den Elektronenstrahl-Einsatz vorbereiten wollen. Was die Tätigkeitsfelder der Zielgruppe angeht, gehören dazu naturgemäß Schweiß- oder Fertigungstechnologen sowie Qualitätsbeauftragte, außerdem aber vor allem auch Konstrukteure und sogar Planer und Manager, die für eine Elektronenstrahl-Anwendung in ihrem Unternehmen offen sind.
Nicht zur eigentlichen Zielgruppe für den Lehrgang „Fachkraft Elektronenstrahlschweißen“ gehören Bediener von Elektronenstrahl-Maschinen – aber natürlich werden sie nicht abgewiesen. Für sie wird aktuell ein spezieller Lehrgang ausgearbeitet, in dem an nur zwei Tagen die wichtigsten Grundlagen vermittelt werden – mit besonderer Betonung der einzelnen Arbeitsschritte. Ergänzt werden muss eine solche theoretische Ausbildung natürlich mit der Einweisung an der zu bedienenden Elektronenstrahl-Maschine und mit dort auszuführenden praktischen Übungen. Danach kann dann ein Bedienerzertifikat ausgestellt werden. Eine Elektronenstrahl-Maschine ist und bleibt eine Hochtechnologie-Anlage, und da genügt es auf Dauer nicht, als Bediener einen „Job“ zu machen und Knöpfchen zu drücken.
Was wäre sonst noch wichtig?
Das Angebot zur Elektronenstrahl-Weiterbildung ist prinzipiell da – für Fachkräfte und bald auch für Bediener. Nun muss es darum gehen, dies in der Fachwelt wirklich bekannt zu machen.
Schlagworte
Electron Beam WeldingElektronenstrahlschweißenFachkraft ElektronenstrahlschweißenFachkräfteausbildungFachkräftequalifizierungLehrgang DVS 1190Strahlschweißen