24.03.2022
Technologien

Hydroerosive Bearbeitung: Verrunden, Entgraten oder Kalibrieren
Bei der hydroerosiven Bearbeitung (HE-Bearbeitung) wird eine mit Schleifpartikeln versetzte abrasive Flüssigkeit unter hohem Druck durch die Innengeometrie eines Werkstücks gepumpt. Mit dieser Art des Strömungsschleifens lassen sich Bauteile entgraten, verrunden oder der Anwender kalibriert den Durchfluss einer Bohrung. Zum Einsatz kommt dieses abtragende Fertigungsverfahren in ganz unterschiedlichen Branchen, etwa in der Automotive-, Flugzeug-, Uhren- oder in der Medizintechnik. Sonplas bietet sowohl ein umfangreiches Know-how als auch die richtigen Anlagenkonzepte.
„Auch kompliziert geformte Bauteile müssen oft innen geschliffen, verrundet oder entgratet werden“, sagt Werner Riederer, Vertriebsingenieur bei der Sonplas GmbH mit Sitz im bayrischen Straubing. „Das können etwa für die Automobilbranche Einspritzdüsen für den Verbrenner oder Einblasinjektoren im Wasserstoffverbrennungsmotor sein, Implantate für die Medizintechnik, winzige Bauteile für die Uhrenindustrie, für die Hochfrequenztechnologie oder auch Kühlkanäle in Sonderschrauben.“ Für die genannten besonderen Anwendungen eignet sich die hydroerosive Bearbeitung.

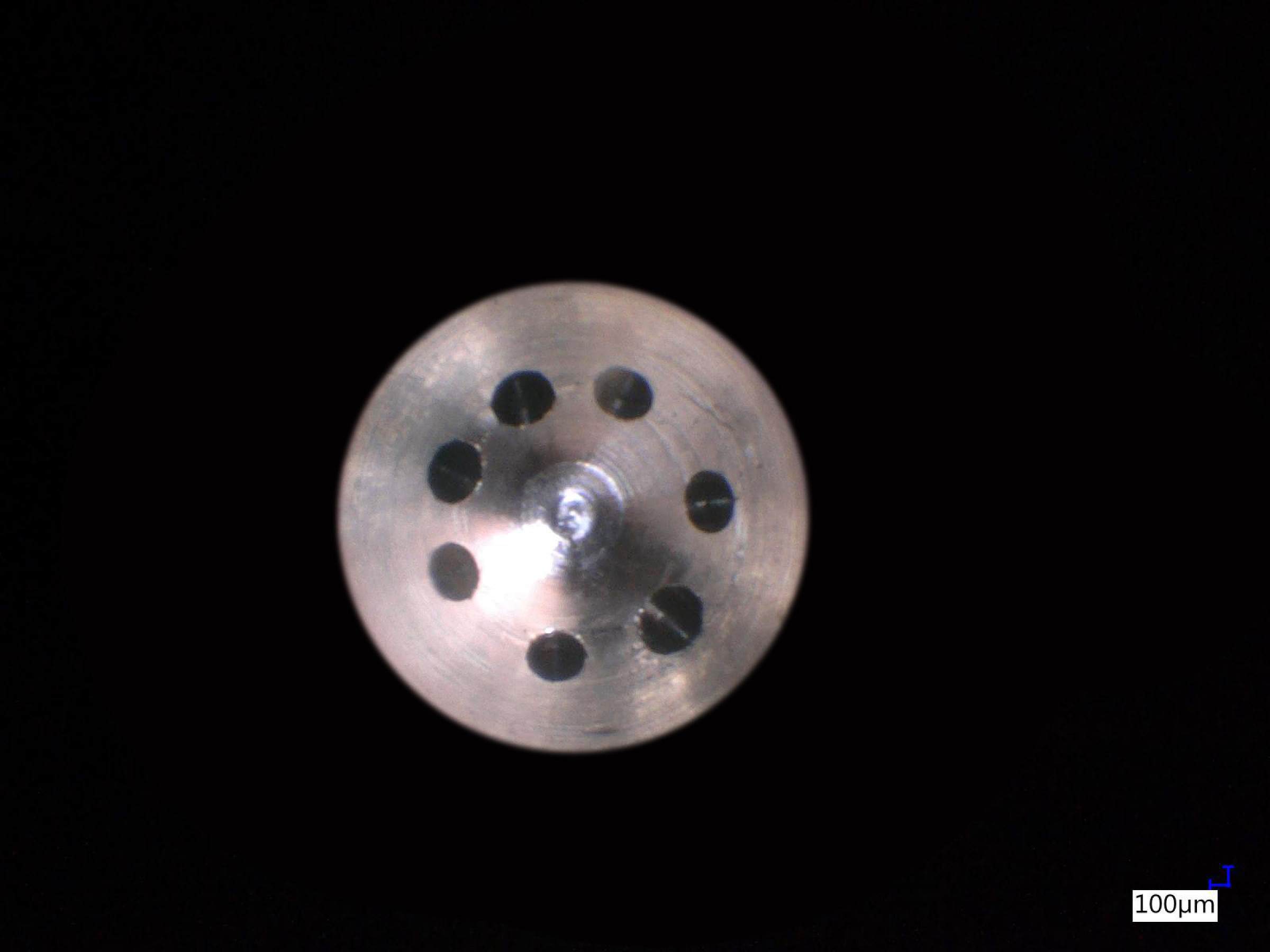
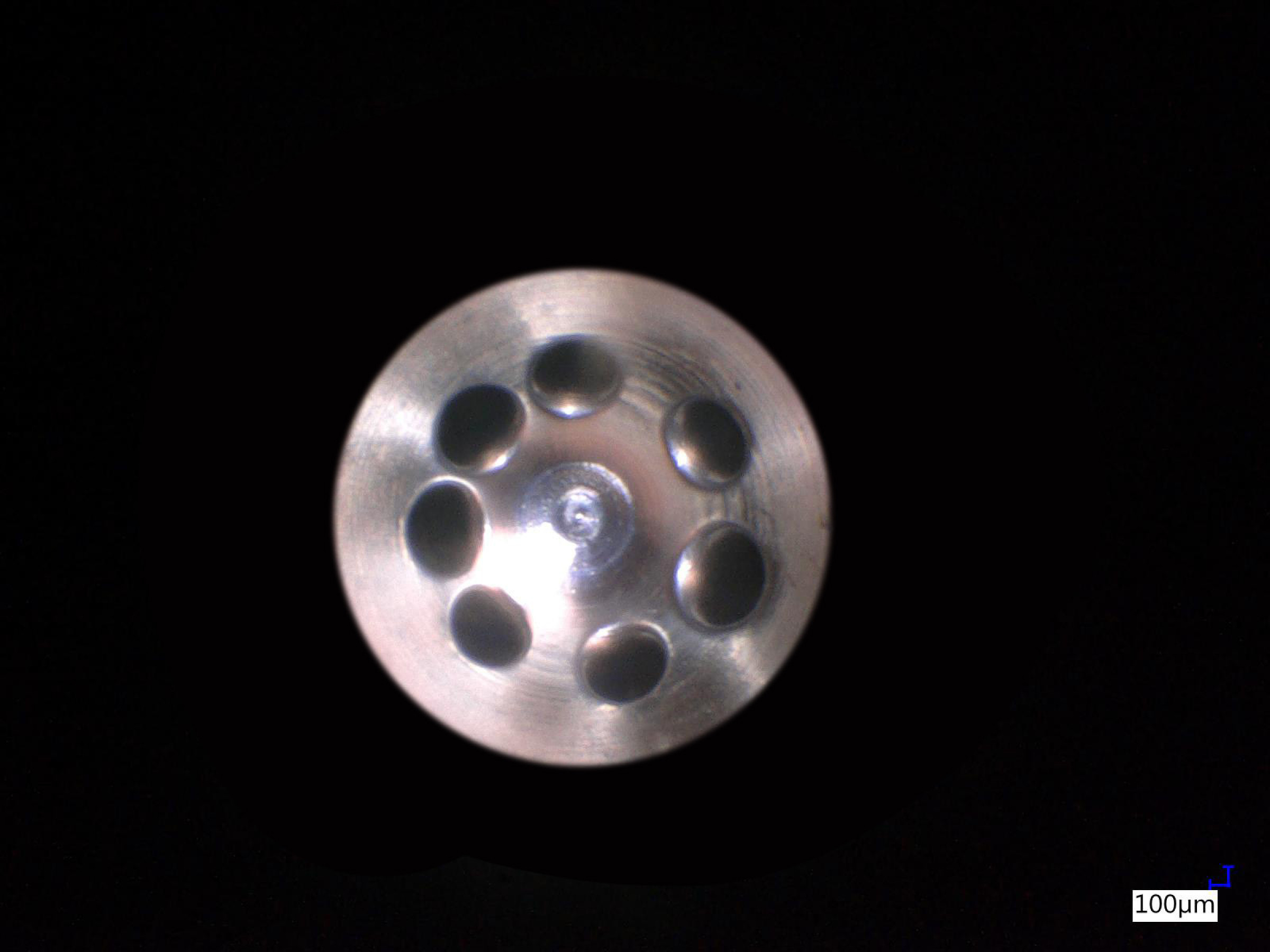
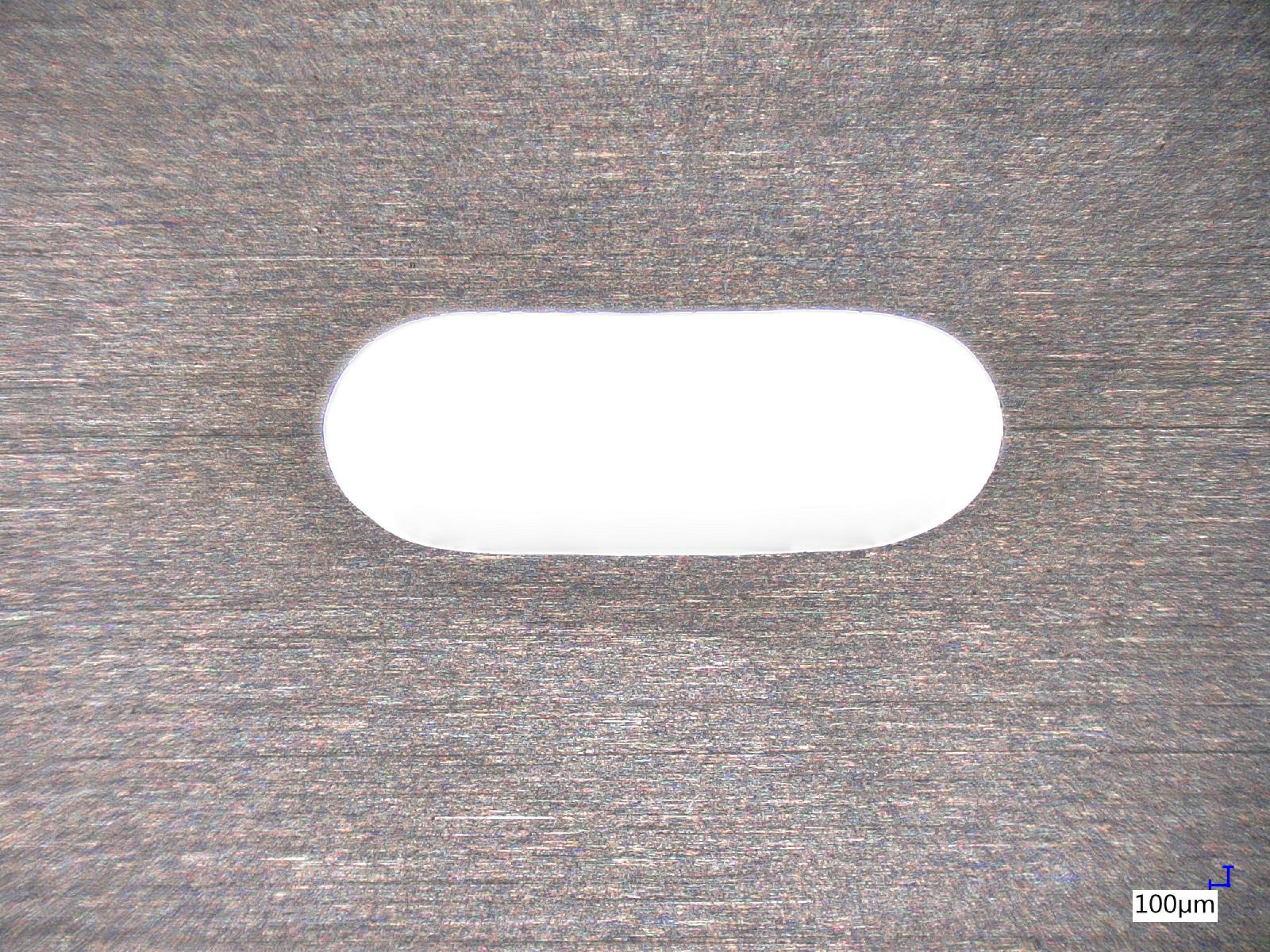
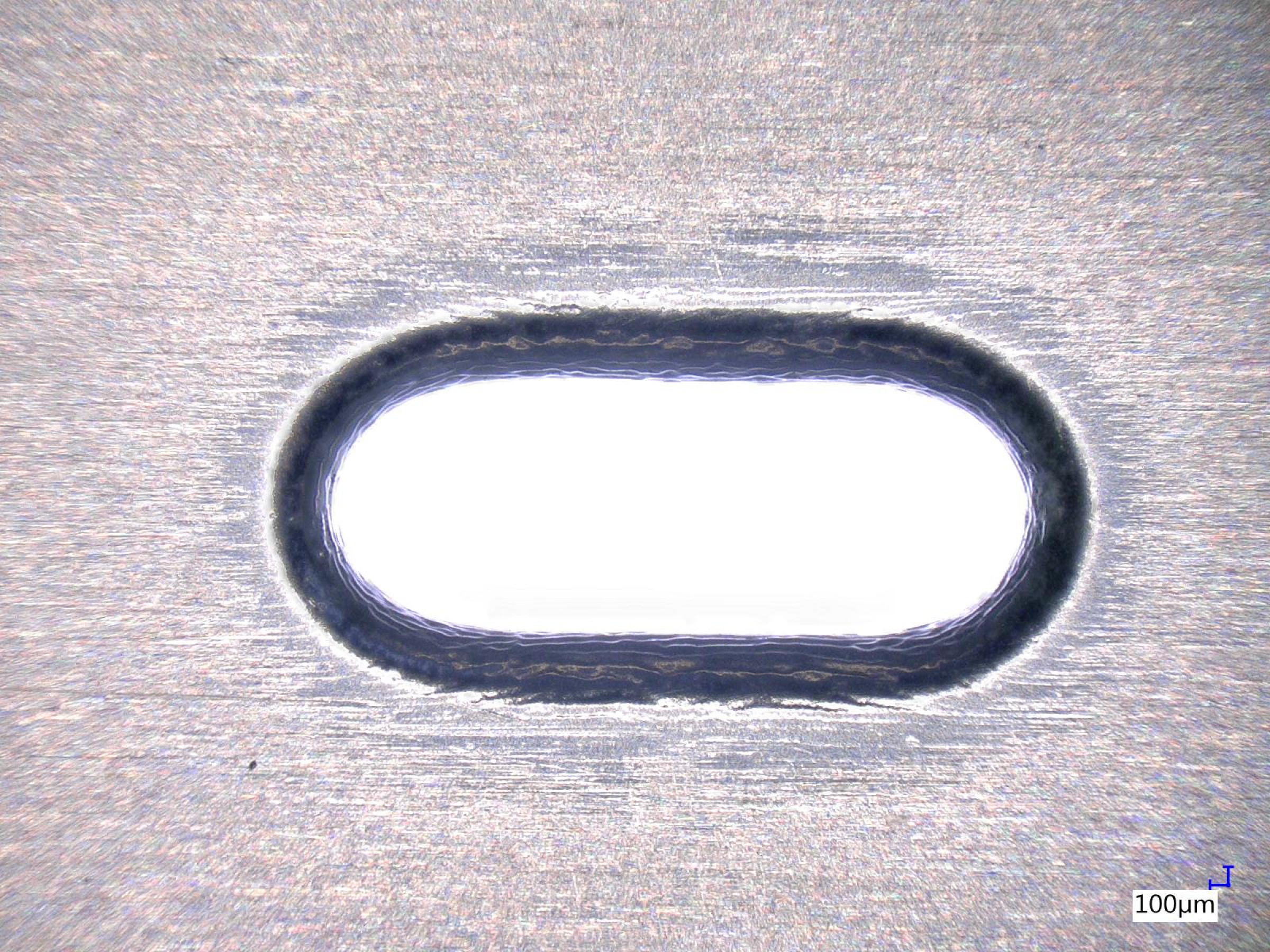
Mit diesem Strömungsschleifverfahren lassen sich innenliegende Bohrungsverschneidungen effizient entgraten oder verrunden. Dies verbessert zum einen die Hochdruckfestigkeit, verschleißt also auch bei hohen Drücken nicht – oder wesentlich langsamer. Zum anderen kommt dies einem künstlichen Voraltern des Bauteils gleich. Der Anwender profitiert von einer gleichbleibenden Perfomance über die gesamte Lebensdauer des Werkstücks. Entgraten kann zum Beispiel auch aufgrund der Funktion eines Bauteils erforderlich sein, aber auch für eine verbesserte Ergonomie oder wegen der Ästhetik.
Dabei strömt ein Fluid mit Schleifpartikeln ähnlich wie flüssiges Schleifpapier durch das Bauteil entlang an den innenliegenden Bohrungsverschneidungen oder der Bohrungsgeometrie. Werner Riederer nennt ein Beispiel: „Angenommen die Bohrung besitzt einen Durchmesser von zwei Millimetern und geht in eine Bohrung mit Durchmesser einem Millimeter über. An der Bohrungsverjüngung befindet sich eine Kante, an der sich durch den hohen Druck die Schleifpartikel stauen. Dadurch kommt es zum Abtrag. Das hängt davon ab, wie stark der Druck des Fluids ist und welche Schleifpartikel zum Einsatz kommen.“
Flexibel in der Wahl der Bauteile
Bearbeiten lassen sich ganz unterschiedliche Werkstücke. „Entscheidend ist die Bohrungsgröße, die es zu bearbeiten gilt. Wir können mit unseren Anlagen Bohrungen mit Durchmesser ab 0,1 bis 5 Millimeter schleifen“, sagt Werner Riederer. Die Werkstücke können aus Stahl oder Edelstahl sein, möglich sind aber auch Aluminium, Magnesium und Edelmetalle wie Gold, Silber oder Platin. Dazu kommen Hartmetalle, etwa für Schneideplatten bei Werkzeugen, Glas, Keramik, Kunststoffe und Faserverbundwerkstoffe.
Optimal angepasstes Schleifmedium
Zunächst werden die Eigenschaften des Schleifmediums eigens auf die Anforderungen des zu bearbeitenden Werkstücks angepasst: Um die gewünschten Durchflusswerte, Geometrien und Verrundungsgrade zu erzielen, wird die dafür optimale rheologische Spezifikation definiert. Die Medien werden dazu je nach Anwendung mineralöl- oder wasserbasiert formuliert und auf Viskositäten von 0,5 bis zu einigen 10.000 mPa·s (Millipascalsekunde) eingestellt.
Die Art, Konzentration und Partikelgrößenverteilung der Abrasiva im Medium bestimmen maßgeblich die erzielbare Abtragleistung und Oberflächenbeschaffenheit der Werkstücke. Als Schleifkorn können hochabrasive Keramiken wie Borcarbid, Aluminiumoxid oder auch künstlicher Diamant eingesetzt werden. „Diese Vielseitigkeit ermöglicht es uns, Bauteile taktzeitoptimiert zu bearbeiten“, beschreibt Werner Riederer. Die Schleiffluide dienen durch gezielte Additivierung gleichzeitig als wirksamer Korrosionsschutz für die bearbeiteten Kundenbauteile. Durch die guten Benetzungseigenschaften und die Kompatibilität mit Spül- und Prüffluiden lassen sich zudem Partikel mühelos auswaschen, die anders nicht entfernt werden können. Durch intelligente Verfahrenstechnik können je nach Wunsch geforderte Sauberkeitsklassen nach VDA19/ISO16232 erfüllt werden. Der Anwender profitiert damit von einem ganzheitlichen Prozess, der es erlaubt, weitere kostspielige Bearbeitungsschritte einzusparen.
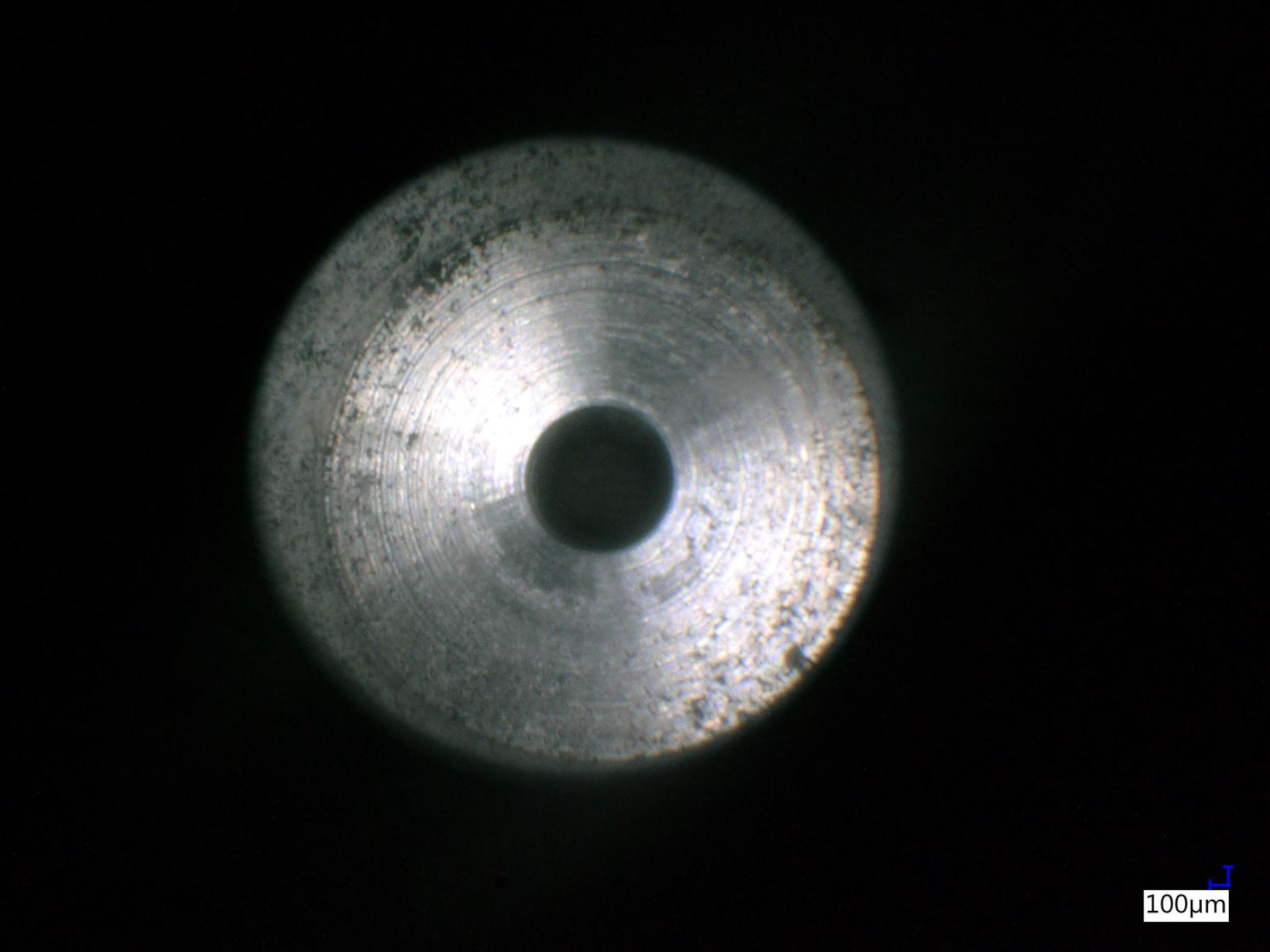
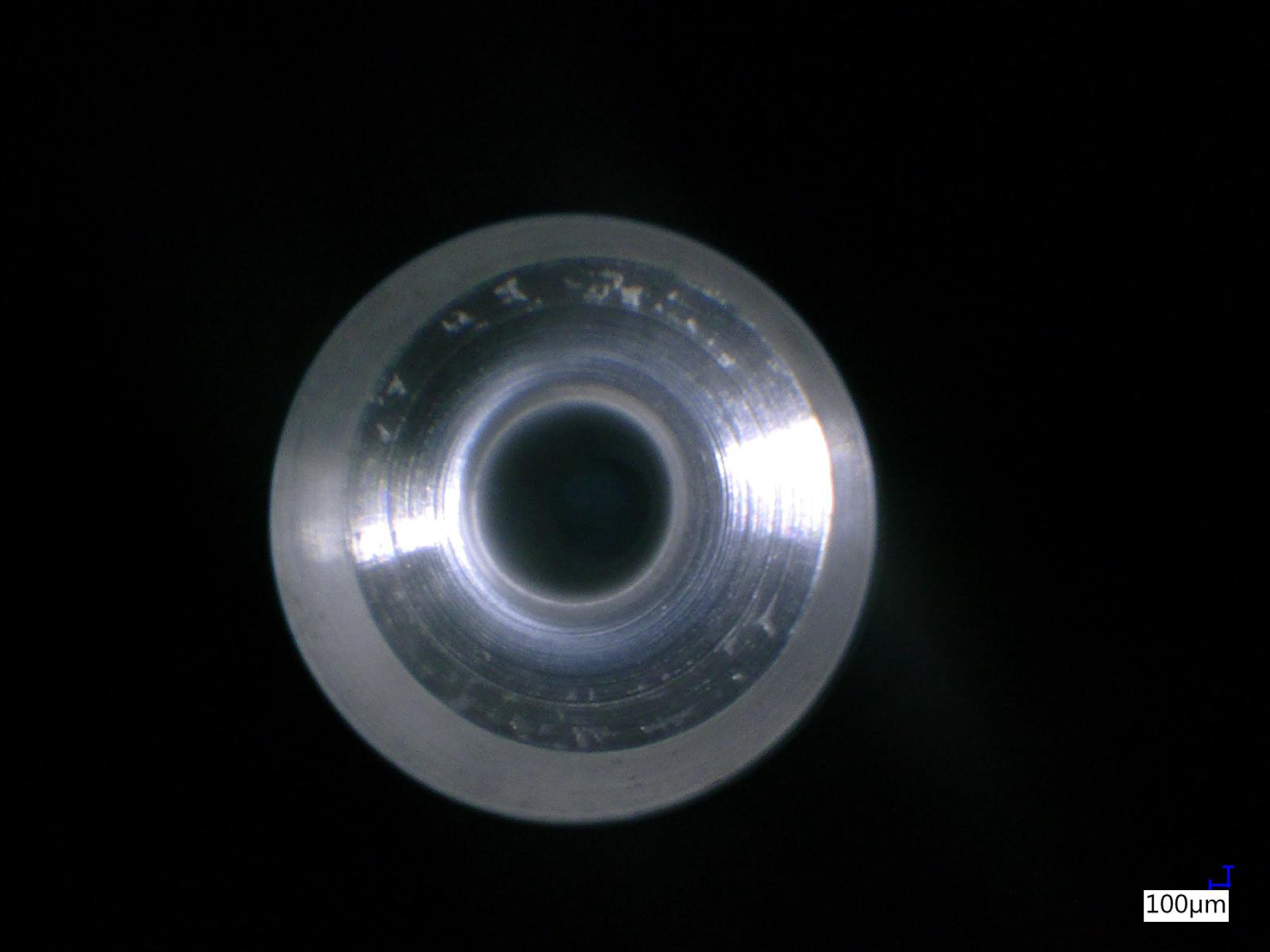
Sicher den Durchfluss kalibrieren
Neben dem Verrunden und Entgraten lässt sich das HE-Verfahren auch für die Durchflusskalibrierung von Bohrungen einsetzen. Dazu wählt der Anwender ein Fluid mit niedriger Viskosität. Werner Riederer nennt ein typisches Beispiel: „Die Einspritzdüse in der Motorentechnik hat nach dem Erodieren der Bohrung einen Durchfluss von 900 ml/min. Wir legen das Bauteil in unsere Anlage, verrunden die Einlaufkanten der Einspritzlöcher und erhöhen den Durchfluss um 10 bis 15 Prozent.“ Nach dem HE-Prozess hat die Düse in diesem Beispiel einen Durchfluss von 1.000 ml/min. Dazu kommt ein weiterer Vorteil: Nach dem Erodieren liegt die Genauigkeit der Bohrung bei ±3 Prozent, nach dem HE-Prozess bei prozesssicheren ±1 Prozent. Mit der hydroerosiven Bearbeitung kann der Anwender also den Durchfluss an seinen Werkstücken sehr genau kalibrieren. Der Bediener kann während des gesamten Prozesses den ansteigenden Durchfluss online überwachen, den geforderten Wert exakt justieren und die Durchflusstoleranzen so prozesssicher einstellen.
Ob Entgraten, Verrunden oder Kalibrieren, dem Nutzer stehen mit der hydroerosiven Bearbeitung drei verschiedene Anwendungsmöglichkeiten zur Verfügung. Passt er die jeweiligen Parameter an, kann er die unterschiedlichen Bearbeitungsanforderungen prozesssicher und reproduzierbar leisten. „Das Verfahren erfüllt damit alle Zeichnungs- und Bauteilanforderungen“, sagt Sonplas-Experte Riederer.

Passgenaue Anlagen
Sonplas stattet die Anlagen auch mit Rundtischen aus. Damit laufen die Prozesse wie Schleifen, Spülen und/oder Messen des Durchflusses parallel ab. Je nach Anforderung kann jedes Bauteil so bis zu acht Stationen durchlaufen. Der langsamste Arbeitsschritt bestimmt die Taktzeit. Der Anwender kann seine Sondermaschine modular an seine Anforderungen anpassen und zum Beispiel auch nachträglich Prozessstationen wie Spül- oder Messeinrichtungen integrieren. Anbinden lassen sich auch Datenbanken und MES-Systeme. Entsprechende Bauteilmarkierungen (DMC) ermöglichen eine lückenlose Nachverfolgung der Bearbeitungs- und Prozessdaten. „Durchflusskontrolle und Masterteile, die die integrierte Software in einem bestimmten Zyklus in den Prozess einschleust und in regelmäßigen Abständen überprüft, sind ebenfalls erhältlich“, sagt Werner Riederer.
Weil es sich bei den Anlagen um ein geschlossenes System handelt, können auch keine Bedienfehler auftreten. Der Mensch an der Maschine muss sich lediglich um das manuelle Beladen kümmern oder bei Bedarf die Paletten wechseln – der Prozess läuft konsequent durch. Bei höherer Stückzahl ist auch eine automatische Beladung möglich, etwa mit einem Roboter-Lademodul. „Damit können wir auch Prozesse miteinander verketten“, beschreibt Werner Riederer. So ließe sich das Belademodul nach dem Erodieren oder Laserbohren und vor die HE-Bearbeitung setzen. Damit legt der Kunde den Rohling nur noch ein und holt hinten das gebohrte, entgratete oder kalibrierte Bauteil ab, das fertig in einer Palette abgelegt ist. „Wir liefern unseren Kunden nach Anforderung von einfachen Entwicklungsmaschinen bis zu großserientauglichen Anlagen“, betont Werner Riederer.
(Quelle: Sonplas GmbH)
Schlagworte
AluminiumAutomobilindustrieEntgratenFaserverbundwerkstoffeFlugzeugindustrieGlasGoldHartmetalleHydroerosive BearbeitungKalibrierenKeramikKunststoffeMagnesiumOberflächenbearbeitungPlatinSilberVerrunden




