4 Fazit und Ausblick
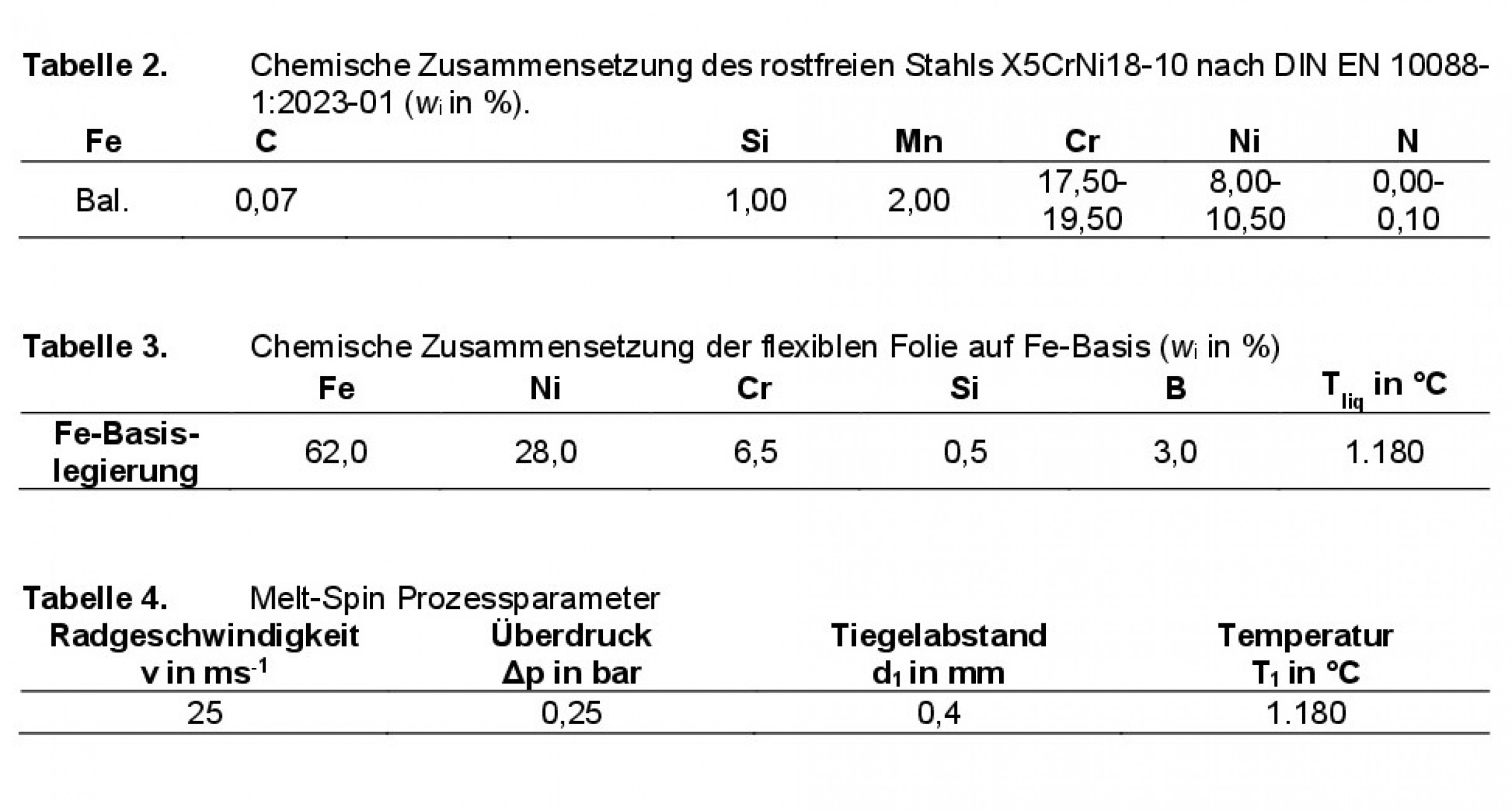
Die Entwicklung von flexiblen Folien auf Fe-Basis verbindet zwei Vorteile. Zum einen sind Fe-basierte Lotfolien deutlich kostengünstiger und umweltfreundlicher als Ni-basierte Lote und zum anderen bietet der Einsatz von flexiblen Folien Vorteile in der Lötanwendung. Da eine solche flexible Lotfolie auf Fe-Basis derzeit nicht kommerziell verfügbar ist, berechneten die Autoren mit Hilfe einer neu entwickelten thermodynamischen Datenbank im quinären System Fe-NiCr-Si-B mit der Software ThermoCalc eine vielversprechende Legierung. Bei der Herstellung der flexiblen Fe-Basislegierung Fe62.0Ni28.0Cr6.5Si0.5B3.0 und in ersten Lötversuchen bei unterschiedlichen Lötzeiten wurden folgende Erkenntnisse gewonnen:
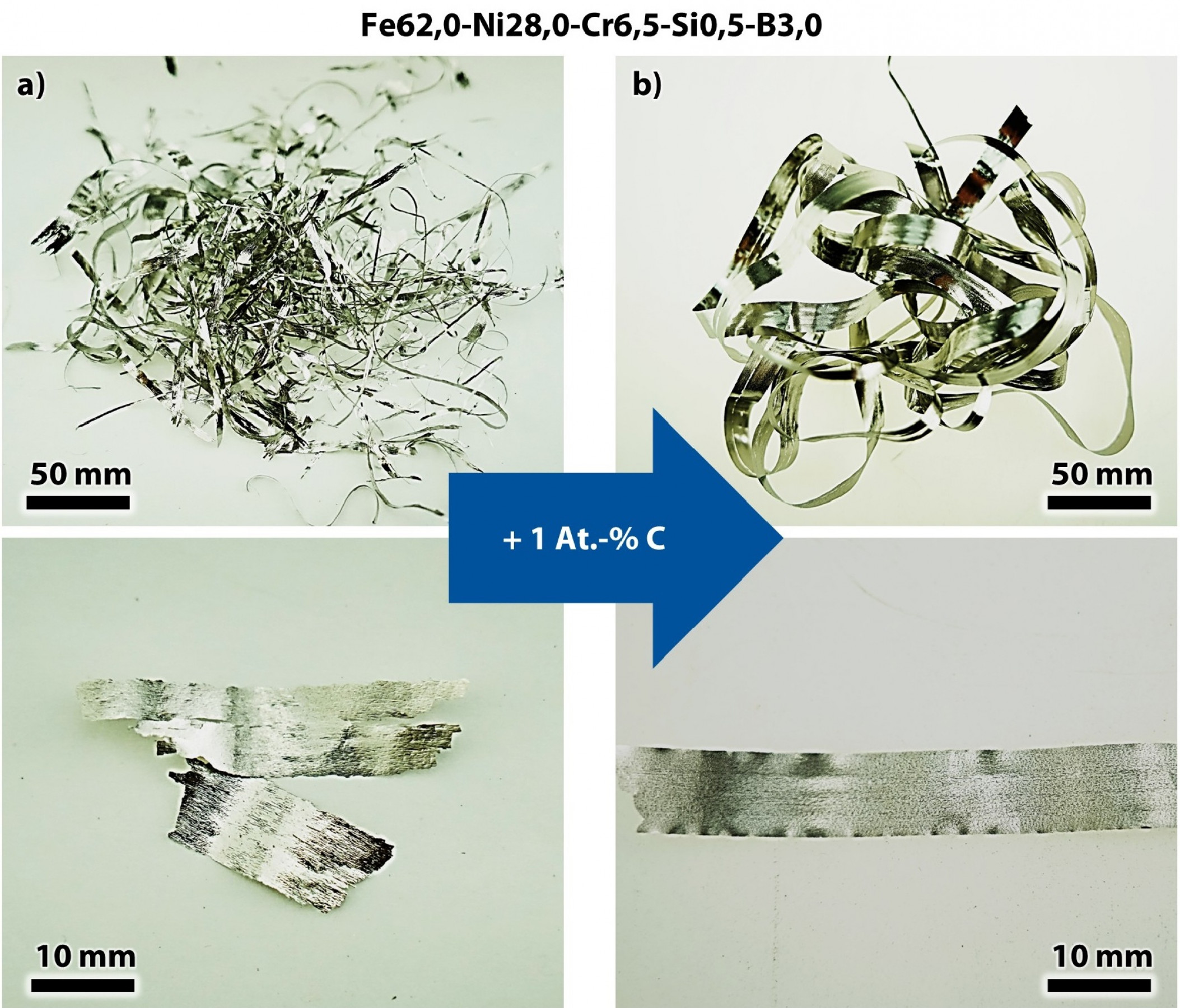
▪ Die Zugabe einer sehr geringen Menge von xc = 1 % führte zu einer deutlichen Verbesserung der Herstellbarkeit der Legierung als flexible Folie im Melt-Spin-Prozess.
▪ In Kombination mit dem X5CrNi18-10 konnten stoffschlüssige Verbindungen hergestellt werden.
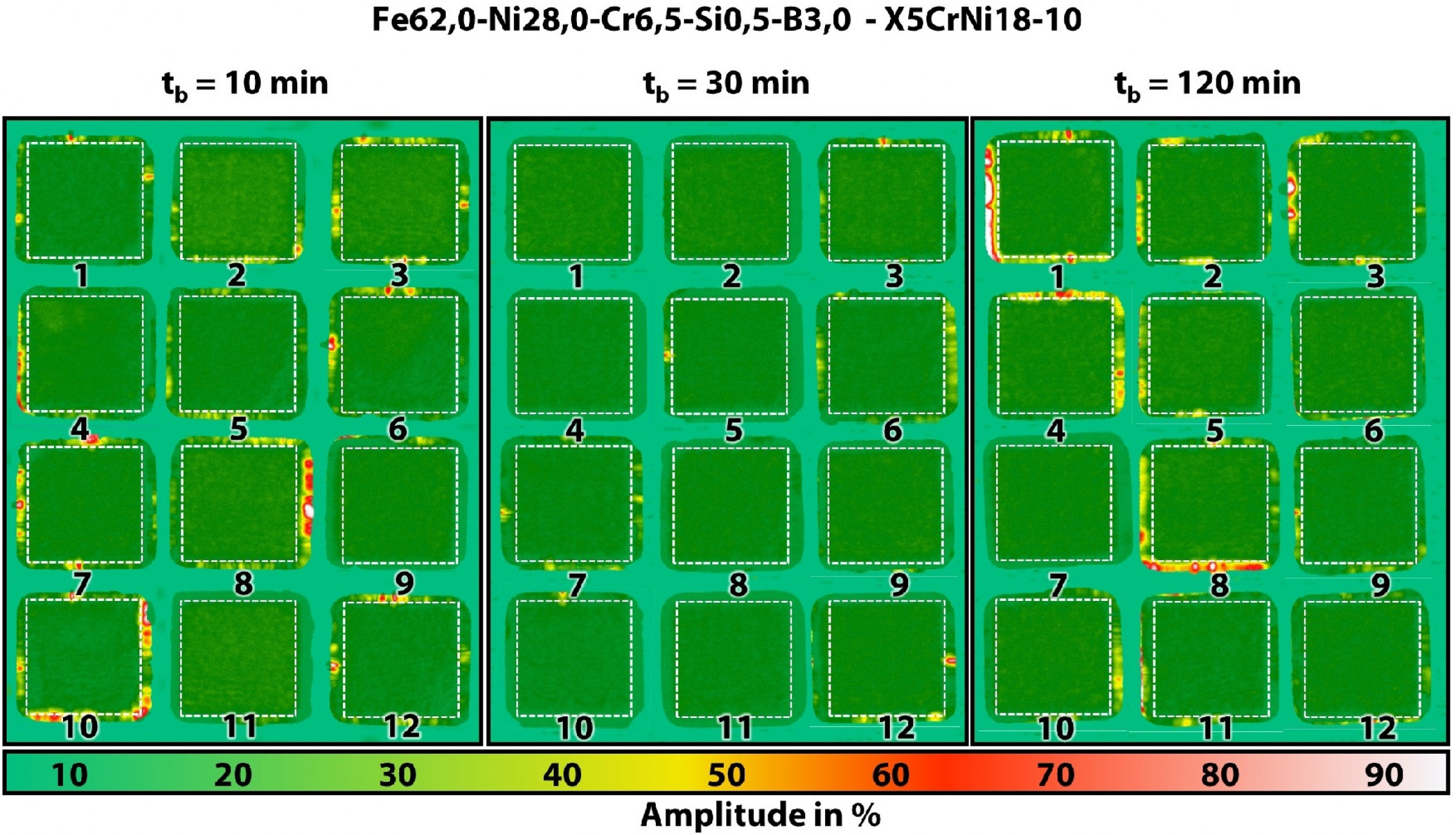
▪ Die Qualität des Fügeverbundes aus X5CrNi18-10 und der flexiblen Folie auf Fe-Basis war sehr gut.
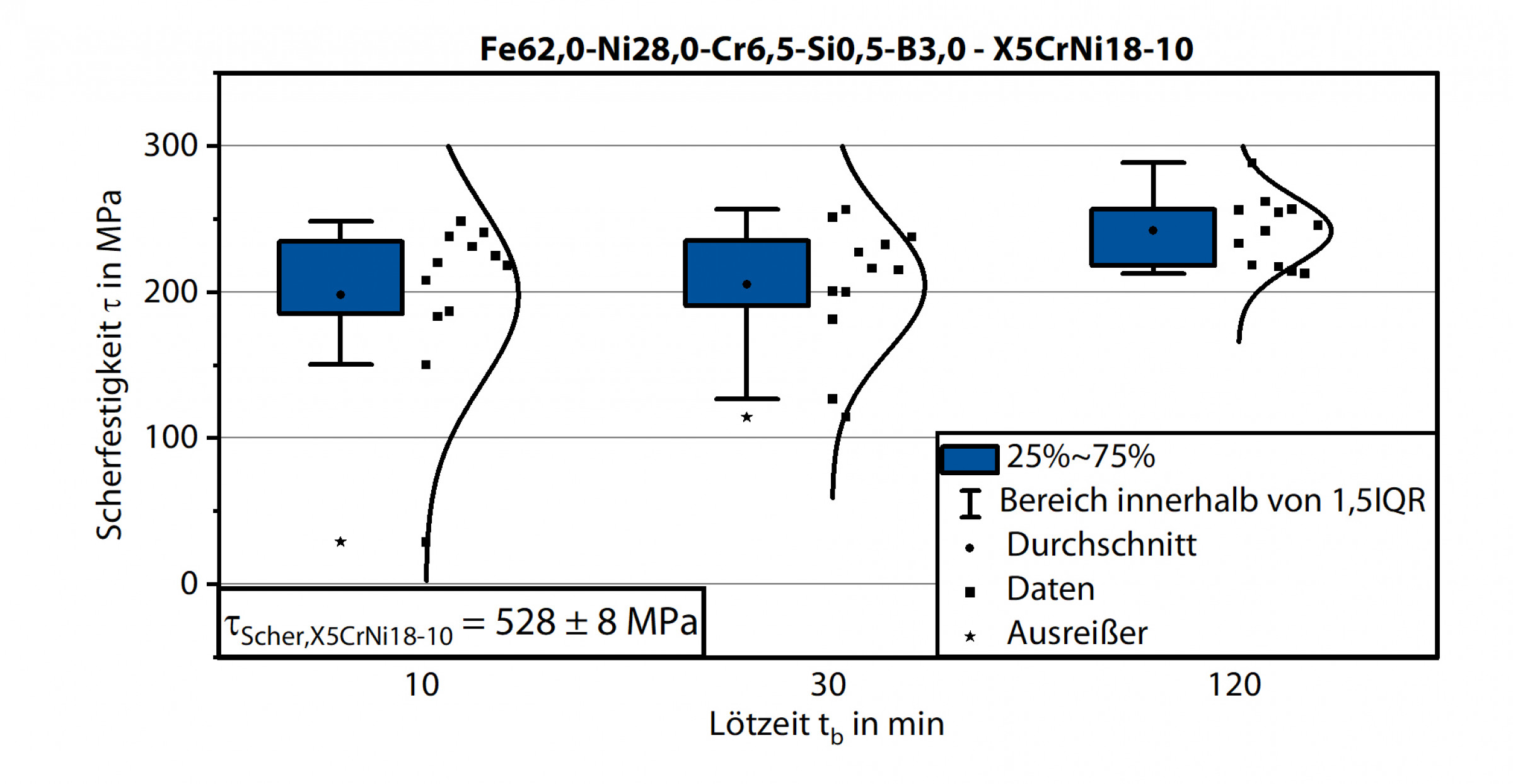
▪ Eine Erhöhung der Lötzeit führte kaum zu einer Verbesserung der Scherfestigkeit, so dass für die neu entwickelte flexible Folie auf Fe-Basis ein kostengünstiger Lötprozess bei tb = 10 min geeignet ist.
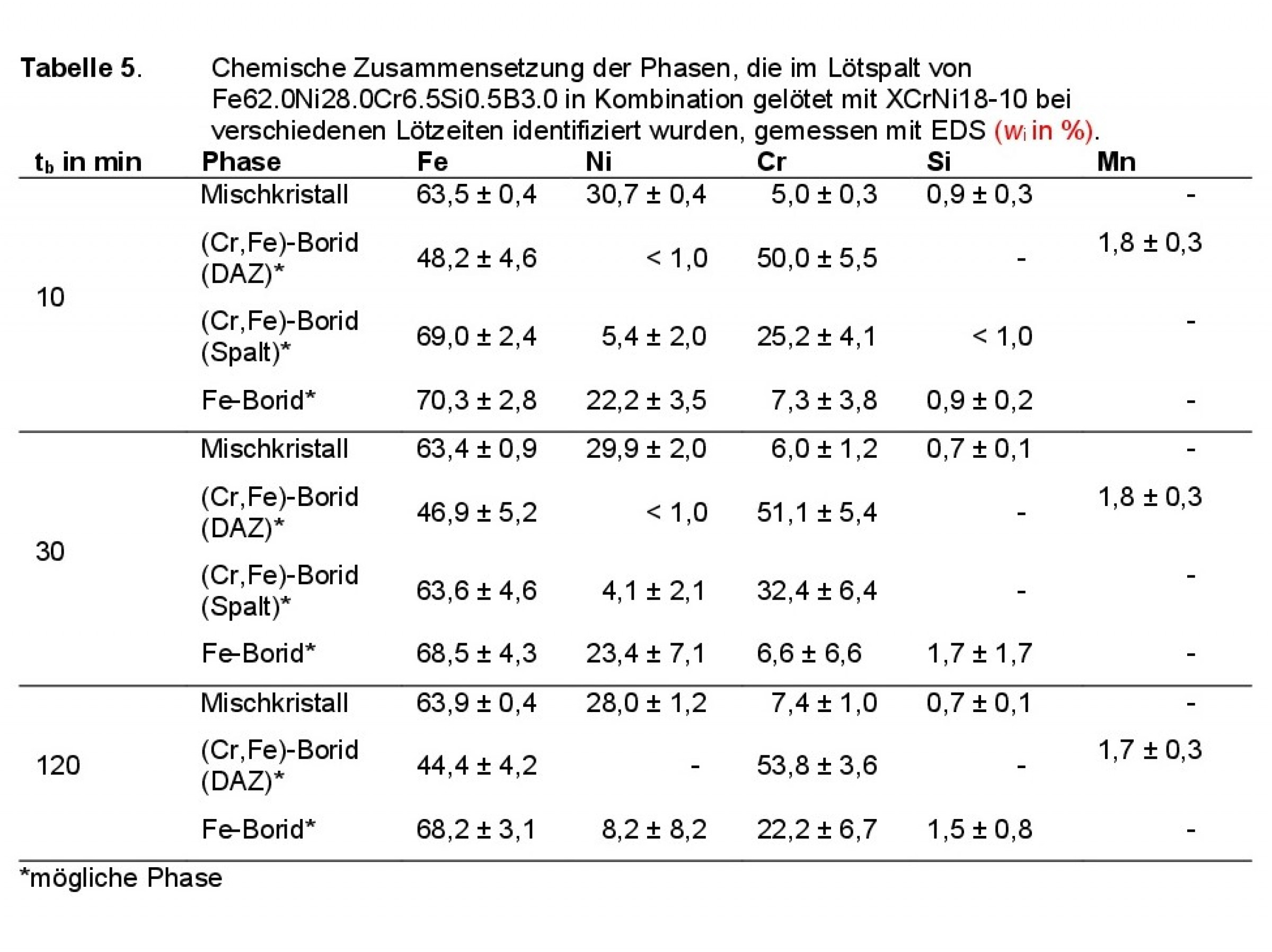
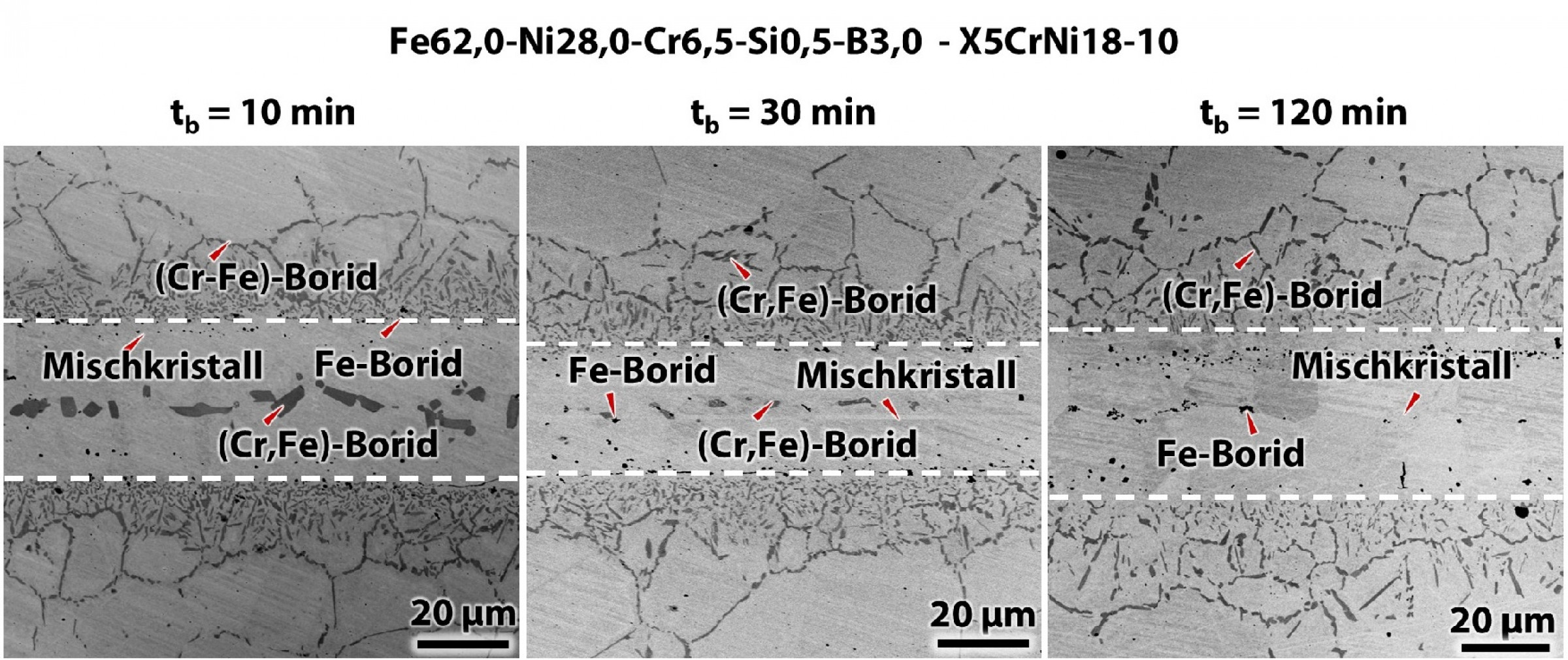
▪ Im Lötspalt und in der DAZ bildeten sich Boride, die die mechanischen und korrosiven Eigenschaften beeinträchtigen können.
▪ Eine Verlängerung der Lötzeit führte zur Auflösung der Ausscheidungen im Lötspalt und zu einer Zunahme der Ausscheidungsbildung an der Grenzfläche zwischen dem Lot und dem Substratmaterial.
Insgesamt sind die hier erzielten Ergebnisse vielversprechend, und die neue flexible Folie auf Fe-Basis hat ein hohes Potenzial, als Alternative zu Lotfolien auf Ni-Basis eingesetzt zu werden. Zur weiteren Analyse des Versagensverhaltens sind fraktografische Untersuchungen geplant, um den Einfluss der Boride als Rissauslöser zu prüfen. Die Ergänzung der thermodynamischen Datenbank im quinären Fe-Ni-Cr-Si-B-System mit Schmelzpunktsenkern wie C oder P ist eine Möglichkeit, die neue flexible Folie auf Fe-Basis hinsichtlich der Senkung der Liquidustemperatur Tliq weiter zu verbessern. Darüber hinaus kann die thermodynamische Datenbank mit Refraktärmetallen ergänzt werden, die sowohl die GFA der Legierung erhöhen als auch die Ausbildung des Lötspaltgefüges positiv beeinflussen können. Bei der Weiterentwicklung flexibler Fe-Basisfolien sollte vor allem die Reduzierung des B-Gehalts im Vordergrund stehen, um die Bildung von Boriden in der DAZ zu minimieren.
Literatur
[1] Wang, X.-Q. et al., Bubble Behaviors in Nickel Price: What Roles Do Geopolitical Risk and Speculation Play? Resources Policy 83, 2023, 103707,
https:// doi.org/10.1016/j.resourpol.2023.103707.
[2] Norgate, T. E., S. Jahanshahi, W. J. Rankin, Assessing the Environmental Impact of Metal Production Processes, Journal of Cleaner Production 15, 8-9, 2007, 838–848, https://doi.org/10.1016/j.jclepro.2006.06.018.
[3] Spiewak, R., J. Pietowska, K. Curzytek, Nickel: A Unique Allergen – From Molecular Structure to Euro-Pean Legislation, Expert review of clinical immunology 3, 6, 2007, 851–859, https://doi.org/10.1586/1744666X.3.6.851.
[4] Guidelines for Drinking-Water Quality, Geneva: World Health Organization 2017, ISBN 978-92-4-154995-0.
[5] Directive (EU) 2020/2184 of the European Parliament and of the Council of 16 December 2020 on the quality of water intended for human consumption (recast).
[6] Wielage, B., I. Hoyer, S. Hausner, Vergleichende Korrosionsuntersuchungen an konventionellen Nickel- und neu entwickelten Eisenbasisloten, Mat.-wiss u Werkstofftech, 2010, 41, 413–421, https://doi.org/10.1002/mawe.201000621.
[7] Grøstad, T., M. Persson, B. Rolim Alves da Silva, Brazing Filler Metals for Low Metal Ion Leaching in Drinking Water Applications, in: Proceedings from the 8th International Brazing and Soldering Conference, 3.-6 October 2021, Denver, CO, USA, American Welding Society (AWS), Miami, FL, USA.
[8] Rabinkin, A., High-Temperature Brazing: Filler Metals and Processing, in: Woodhead Publishing Limited Advances in Brazing, Elsevier, 2013, 121–159, ISBN 9780857094230
[9] Turnbull, D., Under What Conditions Can a Glass Be Formed? Contemporary Physics 10, 5, 1969, 473– 488, https://doi.org/10.1080/00107516908204405.
[10] Inoue, A., Stabilization of Metallic Supercooled Liquid and Bulk Amorphous Alloys, Acta Materialia 48, 1, 2000, 279–306, https://doi.org/10.1002/
maco.19890401105.
[11] Witusiewicz, V. T., et al., Experimental Study and Thermodynamic Modelling of the Ternary System Fe–Ni–Si With Re-Modelling of the Constituent Binary Systems, Journal of Alloys and Compounds 935 (2023), https://doi.org/10.1016/j.jallcom.2022.168118.
[12] Bobzin, K., at al., Design and Characterization of Novel Iron-Based Amorphous Brazing Foils Based on Thermodynamic Predictions, MAWE, Vol. 54, 11 (2023), 1340-1349, https://doi.org/10.1002/mawe.202300031.
[13] Bobzin, K., et al., Novel Fe-Based Amorphous Brazing Foils in the Quinary System Fe-Ni-Cr-Si-B, Advanced Engineering Materials, Vol. 26, 1 (2024),
https://doi.org/10.1002/adem.202300403.
[14] Bobzin, K. at al., Newly Developed Fe-Based Brazing Foil for Joining Hot Work Steel, in: Proceedings from the International Brazing and Soldering Conference,14.-17 April 2024, Charleston, SC, USA, American Welding Society (AWS), Masidon, WI: Omnipress.
[15] Bobzin, K., H. Heinemann, M. Erck, Microstructural Modification by Redesigning the Chemical Composition of Ni 620 Filler Metal, Adv. Eng. Mater., Vol 25, 19, (2023), 2300318, https://doi.org/10.1002/adem.202300318.
[16] Clementi, E., D. L. Raimondi, W. P. Reinhardt, Atomic Screening Constants from SCF Functions. II. Atoms with 37 to 86 Electrons J. Chem. Phys. 1967, 47,1300, https://doi.org/10.1063/1.1712084.
[17] Takeuchi, A., A. Inoue, Classifi cation of Bulk Metallic Glasses by Atomic Size Difference, Heat of Mixing and Period of Constituent Elements and Its Application to Characterization of the Main Alloying Element, Mater. Trans. 2005, 46, 2817, https://doi.org/10.2320/matertrans.46.2817.
Diesen und weitere Beiträge zum Thema Löten finden Sie in der aktuellen Ausgabe der SCHWEISSEN UND SCHNEIDEN (6/2025)


![Tabelle 1: Chemische Zusammensetzung einer in früheren Studien untersuchten flexiblen Folie auf Fe-Basis (xi in %) [13].](/storage/media/images/21623/conversions/tabelle-1-big.jpg)
![Bild 2: Schematische Darstellung des Probenaufbaus der Lötproben [15].](/storage/media/images/21626/conversions/abbildung-2-big.jpg)