Präzisionsbearbeitung von Hightech-Werkstoffen mittels „Wasserlaser“
Technologien
03.04.2022
Präzisionsbearbeitung von Hightech-Werkstoffen mittels „Wasserlaser“
Bei dieser Veröffentlichung handelt es sich um einen für Sie kostenfreien Artikel aus unserer Fachzeitschrift SCHWEISSEN UND SCHNEIDEN. Im aktuellen Heft sowie im Archiv finden Sie viele weitere interessante Berichte in mehr als 200 Heftausgaben. Schauen Sie doch dort mal vorbei.
Präzisionsbearbeitung von Hightech-Werkstoffen mittels „Wasserlaser“
Beim patentierten „Laser MicroJet(LMJ)“-Verfahren erfolgt die Bearbeitung durch einen haardünnen Wasserstrahl, in den energieintensive Laserstrahlimpulse geleitet werden. Dabei kühlt das Wasser den Arbeitsbereich und verhindert Werkstoffschäden. Das Verfahren erobert immer mehr Einsatzbereiche gerade bei schwer bearbeitbaren Werkstoffen wie Hartmetallen, CBN (kubisches Bornitrit), Diamant sowie Keramiken aller Art. Darüber hinaus eignet es sich auch für Faserverbundwerkstoffe, Titan, Cobalt und Superlegierungen sowie Halbleiterwerkstoffe.
Führung des Laserstrahl im Inneren eines haardünnen, formstabilen Wasserstrahls
„Der entscheidende Unterschied unseres LMJ-Verfahrens zu allen anderen Laserverfahren ist die Führung des Laserstrahls im Inneren eines haardünnen, formstabilen Wasserstrahls“, sagt Dr. Amédée Zryd, Direktor Applikation/F&E der Synova S.A. in Duillier/Nyon, Schweiz. Die energieintensiven Nanosekunden-Laserstrahlimpulse werden mithilfe eines ausgeklügelten Arbeitskopfs in das Innere des nur wenige 10 µm dicken Wasserstrahls eingekoppelt. Das Wasser hat hierbei die gleiche Funktion wie die optischen Fasern in Kommunikationskabeln, indem das Laserlicht an den Grenzflächen des Wassers zur Luft vollständig reflektiert wird.
Diese Besonderheit des LMJ-Lasers ermöglicht sehr tiefreichende Schnitte mit faktisch vertikalen und glatten Oberflächen. Auch verhindert der mit mittlerem Druck (bis zu 500 bar) auftreffende Wasserstrahl thermische Schädigungen und spült zugleich Reaktionsprodukte aus dem Arbeitsbereich. Das Ergebnis sind saubere Oberflächen sowie Werkstoffeigenschaften, die denen des unbearbeiteten Werkstoffs entsprechen. Die dünne Wasserfaser ermöglicht extrem enge, absolut parallele Schnittspalte von 25 bis 80 µm mit minimaler Flankenrauheit.
Einsatzbereiche: Werkzeuge, Bleche und Sonderlegierungen
„Ein Einsatzgebiet mit stark wachsender wirtschaftlicher Bedeutung ist die Bearbeitung von Hartmetallen und Schneidkeramiken wie CBN, SiC oder Korund“, sagt Zryd. Dabei gehe es nicht nur um die grundlegende Geometrie, sondern immer häufiger auch um die Darstellung der gewünschten Schneidenwinkel sowie um das Schärfen der Schneiden. Für letzteres kommen fünfachsige Systeme zum Einsatz.
Eine weitere zukunftsträchtige Aufgabenstellung ergab sich bei der Herstellung von Permanentmagneten aus Werkstoffen wie NdFeB, die wegen ihrer hohen Härte und Sprödigkeit nur schlecht spanend bearbeitet werden können. Hier kommt Synova außerdem zugute, dass mit dem Verfahren auch große Wanddicken bearbeitet werden können. Zudem gibt es aufgrund der sehr guten Kühlung des Werkstücks durch den Wasserstrahl praktisch keine Beeinträchtigung der magnetischen Eigenschaften des Werkstoffs.
Weitere interessante Einsatzgebiete für das LMJ-Verfahren sind das Einbringen von Kühlbohrungen in die unter Umständen keramikbeschichteten Schaufeln von Gasturbinen sowie in große Siliciumteile, die in Waferreaktoren als Verschleißteile verwendet werden. In letzterem Fall wurden für einen Großkunden speziell hierfür ausgelegte Anlagen entwickelt. Dort stünden, so Amédée Zryd, mittlerweile zahlreiche dieser Systeme praktisch das ganze Jahr über im dreischichtigen Betrieb im Einsatz und erreichten dabei Verfügbarkeiten von 98%.
„Obwohl klare Diamanten unser grünes Laserlicht kaum absorbieren, können wir alle Diamantwerkstoffe gut bearbeiten“, berichtet Zryd. Der Grund ist einfach: Schon beim Auftreffen des ersten Laserstrahls entsteht auf der Oberfläche des Diamanten schwarzer Grafit, der die nachfolgenden Laserimpulse hervorragend absorbiert. Bei Bedarf lässt sich die dünne Grafitschicht hinterher problemlos wegpolieren. Zu den wichtigsten Vorteilen der Synova-Technologie gehört dabei der besonders schmale Schnittspalt, weil dadurch nur wenig wertvolles Steinvolumen verloren geht. Für die Schmuckherstellung gibt es spezielle Lösungen wie die „DaVinci Diamond Factory“, mit deren Hilfe aus Rohdiamanten fertig facettierte Steine (Brillanten) entstehen.
Ein immer bedeutenderes Einsatzgebiet sind auch künstlich mithilfe des CVD-Verfahrens (Chemical Vapor Deposition) hergestellte Steine, aus denen unter anderem auch Zucht-Rohlinge mit definierter Kristallorientierung geschnitten werden. Die Schnitttiefen nehmen dabei immer weiter zu: Aktuell liege der Standard noch bei ungefähr 10 mm, doch seien auch bereits 20 mm erreicht worden, so Zryd. Da man die Werkstücke wenden und auch von der Rückseite her bearbeiten kann, ließen sich somit Scheiben mit einer Breite von bis zu 40 mm erzeugen. Auch andere industriell hergestellte Diamantwerkstoffe wie MKD, PKD bzw. Metall-Matrix-Diamant-Verbundwerkstoffe sind gut bearbeitbar.
„Prinzipbedingt können wir natürlich nahezu jede Variante von Keramiken oder Keramikverbundwerkstoffen bearbeiten, soweit sie für grünes Licht nicht-transparent sind“, sagt Zryd. Hier gebe es interessante Entwicklungen beispielsweise im Bereich sogenannter „Oxid-Oxid Ceramic Matrix Composites“ (OxOx-CMCs). Bei diesen Werkstoffen werden hochwertige keramische Fasern in eine ebenfalls keramische Matrix eingebettet. Aufgrund ihrer hervorragenden thermischen Beständigkeit bei guter Hochtemperaturfestigkeit und geringem Gewicht kommen sie hauptsächlich im Bereich Luft- und Raumfahrt zum Einsatz und konkurrieren dort mit Titanwerkstoffen und anderen Hochtemperaturlegierungen.
Vergleichbar gut bearbeitbar sind auch Kohlefaserverbundwerkstoffe sowie zahlreiche weitere Keramikwerkstoffe mit teils recht komplizierten Zusammensetzungen, die bei der Herstellung von Leistungshalbleitern oder Sensoren zum Einsatz kommen, sowie „Diamond Grained Composites“. Bei diesen sind Diamantkörner in eine Metall- oder Keramikmatrix eingebettet. Einsatzbereiche sind konturierte Schleifscheiben oder auch Uhrengehäuse, die durch die Diamantkörner eine besondere Widerstandsfähigkeit gegen Kratzer und Beschädigungen erhalten. Zu den keramischen Werkstoffen gehört auch das Halbmetall Silicium – ein Einsatzbeispiel hierfür sind teils massive Siliziumscheiben mit Dicken bis zu 10 mm. Diese werden für die Chipherstellung mit zahlreichen exakt platzierten und dimensionierten Bohrungen versehen. Durch diese Öffnungen werden bei der Chip-Herstellung aggressive Reaktionsgase in genau bemessener Dosierung auf die Wafer geleitet.
„Ein weiterer Vorteil unseres Schneidverfahrens ist die Möglichkeit, hochpräzise Mikrostrukturen herzustellen“, berichtet Zryd. Beispiel hierfür sind sogenannte Spinnerets, das sind Spinndüsen zum Herstellen von Textilfasern. Diese Strukturen bestehen aus Anordnungen sehr kleiner Durchbrüche, durch welche dünne Stränge von flüssigem Kunststoff extrudiert werden. Nach dem Austreten polymerisiert der Kunststoff und bildet die gewünschte Textilfaser. Oft werden durch geschickte Anordnung zahlreicher solcher Spinnerets gleich ganze Bündel dünner Fasern erzeugt, die anschließend zu einem Garn zusammengefasst werden.
Für die Erzeugung dieser Strukturen eigne sich das LMJ-Verfahren ganz besonders, so Zryd, da die damit erzeugten Durchbrüche und Bohrungen sehr saubere Kanten und glatte, exakt vertikale Flanken aufwiesen. Letzteres sei wichtig für eine einwandfreie Qualität der Fasern. Andererseits ließen sich mit dem LMJ-Verfahren auch größere Strukturen mit extrem dünnen, teils nur 30 µm breiten Stegen zum Beispiel für Erschütterungssensoren erzeugen. Bezüglich der flächigen Ausdehnung der Werkstücke gebe es für das LMJ-Verfahren keine wirkliche Begrenzung: Es sei jederzeit möglich, einen Arbeitskopf etwa auf einen Roboterarm oder eine Linearschiene zu setzen und über nahezu beliebige Strecken hinweg zum Einsatz zu bringen.
„Um auch bei längerem Einsatz reproduzierbare Ergebnisse zu erreichen, müssen wir zahlreiche Parameter überwachen und stabil halten“, ergänzt Zryd. Immerhin gehe es um oft sehr teure Werkstücke. Hierfür habe Synova im Laufe der Jahre zahlreiche Lösungen entwickelt. Dank dieser Perfektionierung bewährten sich LMJ-Anlagen auch im ständigen Dauereinsatz mit Verfügbarkeiten bis zu 98%.
Standardanlagen gibt es in drei- oder fünfachsiger Ausführung mit Bauraumabmessungen von 50 mm × 50 mm × 50 mm bis zu 1.000 mm × 1.200 mm × 1.000 mm. Wegen der Vielfalt der Einsatzmöglichkeiten gibt es zahlreiche spezialisierte Ausführungen für besondere Einsatzbereiche wie die Bearbeitung von Diamanten, das Zuschneiden und Schärfen von Werkzeugschneiden, das Einbringen von Kühlbohrungen in Turbinenschaufeln oder das Bearbeiten von Halbleitermaterialien für die Computerchip-Herstellung.
(Autor: Klaus Vollrath, Redaktionsbüro B2D, Aarwangen/Schweiz)




 über eine größere Strecke fokussiert bleibt, sinkt die Intensität des konventionellen Laserstrahls (links) hinter dem Fokuspunkt sehr schnell wieder ab. - © Synova")
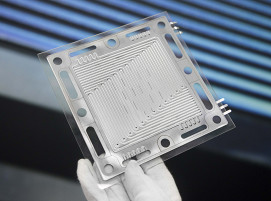
, die mit dem LMJ-Verfahren genau auf die gewünschte Geometrie zugeschnitten wurde. - © Klaus Vollrath")