20.03.2020
Anwenderbericht

Werkstoff Titan: Eigener Reinraum für sensible Schweißprozesse
Der Betreiber einer Schwefelrückgewinnungsanlage in den Vereinigten Arabischen Emiraten fragte im Juni 2016 bei LEWA NIKKISO Middle East insgesamt 13 Chemical Injection Packages an. Eines der Packages stellte dabei eine besondere Herausforderung dar, denn es war für das Pumpen einer Natriumhypochlorit-Lösung bei einer Temperatur von 85 °C vorgesehen. Aufgrund der hohen Korrosivität mussten medienberührte Bauteile aus dem anspruchsvollen Werkstoff Titan hergestellt werden. Basierend auf den strengen Vorgaben des Auftraggebers entschied sich LEWA NIKKISO Middle East, ein Tochterunternehmen der deutschen LEWA GmbH, für den Bau eines eigenen 45 m² großen, klimatisierten Reinraums, um eine geeignete Umgebung für das Titanschweißen zu schaffen. Das für die Förderung von Natriumhypochlorit-Lösung (NaClO) konzipierte und gebaute Chemical Injection Package aus Titan wurde erfolgreich abgenommen und im Januar 2019 ausgeliefert.
Alle relevanten Schweißparameter wie Stromstärke, Gasdurchfluss und Temperatur wurden gemeinsam von hauseigenen Schweißingenieuren und beauftragten Schweißern geprüft und auf die Anforderungen abgestimmt. Weil der Auftraggeber die Qualität und Langlebigkeit aller Schweißverbindungen sicherstellen wollte, gab es die zusätzliche Anforderung, dass nach Fertigstellung jeder Schweißverbindung eine sorgfältige Sichtprüfung durchgeführt werden muss. Besonderes Augenmerk wurde auf die Vermeidung einer möglichen Oberflächenkontamination in den Wärmeeinflusszonen gelegt. 98,82 Prozent aller Schweißverbindungen bestanden die strengen Sicht- und Röntgenprüfungen.
Der Zweikammer-NaClO-Tank wurde aus glasfaserverstärktem Kunststoff (GFK) hergestellt. Alle anderen medienberührten Teile wurden aus korrosionsbeständigem Titanmaterial hergestellt. Dieser Werkstoff ist bei der Auslegungstemperatur von 85 °C besonders gut für das Fördermedium geeignet. Zusätzlich zu zwei API 675-konformen NaClO-Dosierpumpen ist die Anlage vollständig mit Titanventilen, Filtern und einem kompletten Instrumentensatz ausgestattet.

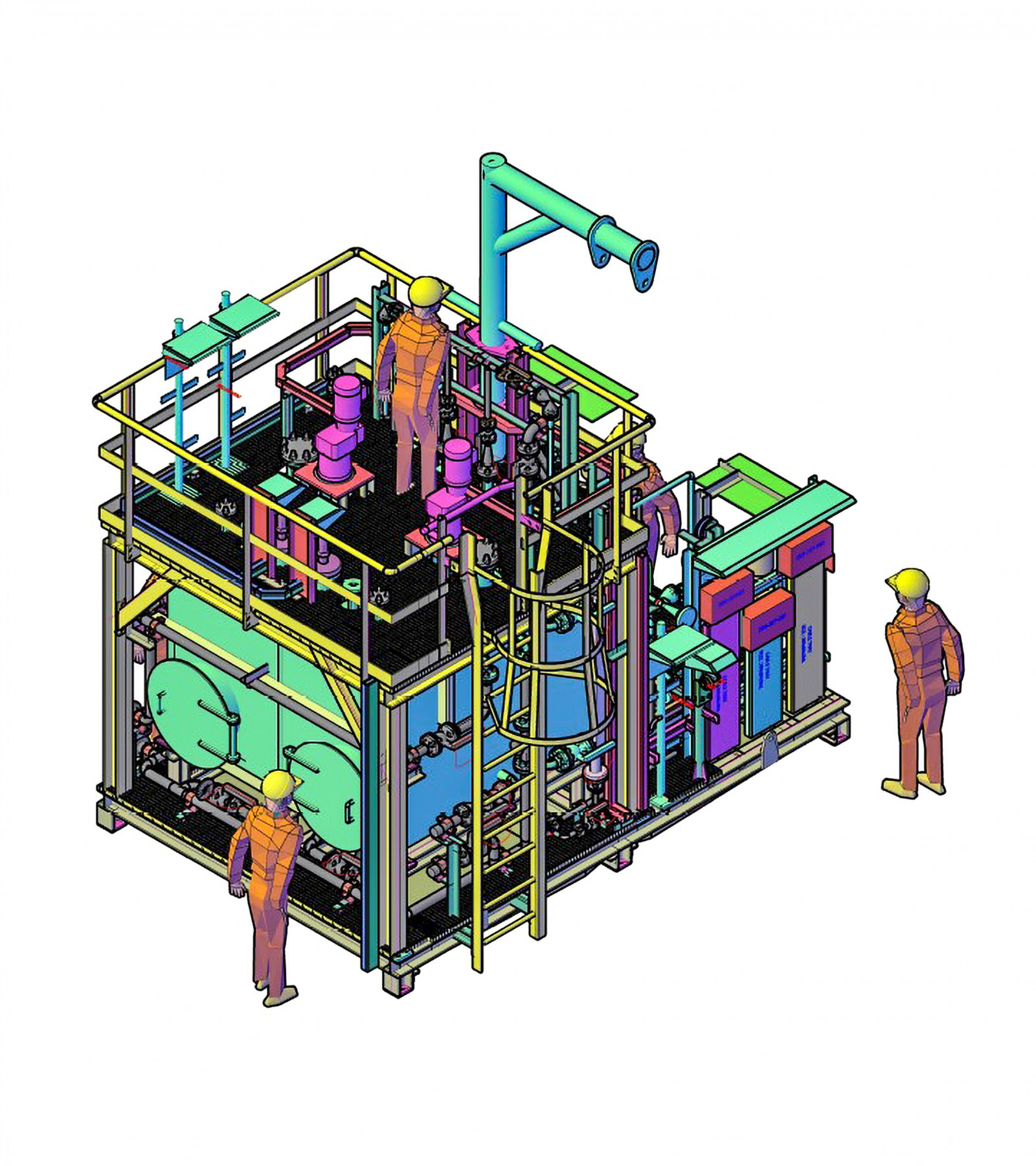
Bei den Pumpen handelt es sich um hydraulisch angelenkte Membrandosierpumpen vom Typ Ecoflow LDC1 von LEWA. Aufgrund ihrer robusten Bauweise und der daraus resultierenden Langlebigkeit können sie für anspruchsvolle Einsatzbedingungen und Fluide genutzt werden. Darüber hinaus sind die Pumpen hermetisch dicht und stellen so den sicheren Umgang mit gefährlichen Fluiden sicher. „Für das Projekt in den Vereinigten Arabischen Emiraten haben wir die fluidberührten Teile – wie beispielsweise Pumpenköpfe und Rohrleitungen – aus Titan gefertigt, um die Widerstandsfähigkeit der Aggregate weiter zu erhöhen“, erklärt Senthil Nathan, Projektleiter bei LEWA NIKKISO Middle East. Beim Material für die Rohrleitungen handelt es sich um Titanwerkstoff (Grade 2); insgesamt um 58 m Rohrlänge von 0,5 bis 2 Zoll Durchmesser. 339 Schweißverbindungen wurden fertiggestellt.
Hohe Anforderungen des Auftraggebers an Titan-Komponenten
Die Herstellung des Rohrleitungssystems aus Titan war die größte Herausforderung bei diesem Projekt. „Das Schweißen von Titan unterscheidet sich deutlich vom Schweißen anderer Materialien“, erklärt Nathan. „Während des Schweißprozesses ist der Werkstoff extrem empfindlich gegenüber Umgebungsbedingungen, insbesondere gegenüber Temperatur und Sauberkeit. Darüber hinaus ist die erforderliche Schutzgasatmosphäre um den Schweißpunkt herum sehr spezifisch und erfordert ständige Aufmerksamkeit, um ein zufriedenstellendes Ergebnis zu erzielen.“
Der deutsche Pumpenhersteller und Systemintegrator LEWA hatte sich jedoch bereits in vergangenen Projekten das notwendige Know-how im Umgang mit Titan angeeignet. Im Jahr 2015 baute das Unternehmen aus Titanwerkstoffen Pumpen und Rohrleitungssysteme für das größte Chemical Injection Package in der Unternehmensgeschichte, das auf einer Schwimmende Produktions- und Lagereinheit (FPSO) eingesetzt wird. „Für das Projekt der Schwefelrückgewinnungsanlage haben wir auf dieser Expertise aufgebaut und die Titanrohrfertigung in das Portfolio der LEWA-eigenen Kompetenzen aufgenommen“, erklärt Nathan.


Der Auftraggeber wünschte sich ein System, das für die Natriumhypochlorit-Anwendung geeignet ist, so dass sehr hohe Anforderungen an die Herstellung der Komponenten gestellt wurden. „Sämtliche Titanschweißprozesse mussten in einem separaten Schweißraum mit eigener, spezieller Klimatisierung durchgeführt werden“, so Nishar Parakkunnath, Produktionsleiter bei LEWA NIKKISO Middle East. „Die zu verschweißenden Oberflächen sollten eine Temperatur von mindestens 15 °C und höchstens 90 °C aufweisen. Nach dem Schweißen, aber vor irgendeiner Art von Reinigung mussten alle Schweißnähte mittels Sichtprüfung kontrolliert werden.“ Die Prüfung konzentrierte sich insbesondere auf die Wärmeeinflusszonen und auf die mögliche Oberflächenkontamination der Schweißverbindung. „Der Kunde hatte aufgrund bisheriger Erfahrungen mit anderen Herstellern sehr strenge Abnahmekriterien in Bezug auf die Anlauffarbe der Naht während des Schweißens festgelegt“, erklärt Venkatesh Chidambaram, Quality Control-Manager bei LEWA NIKKISO Middle East. „Aus diesem Grund mussten die Schweißnähte vor dem Bürsten rein silberfarben sein.“
Umfassende Anpassung der Produktion an den anspruchsvollen Werkstoff
Um die geforderten Kriterien zu erfüllen, baute LEWA NIKKISO Middle East in seinem Werk in den Vereinigten Arabischen Emiraten einen eigenen, 45 m² großen Reinraum. Darüber hinaus schaffte das Unternehmen spezielle Schweißgeräte und Zubehör für den Titan-Schweißprozess an. „Im Anschluss haben wir die direkten und indirekten Schweißparameter für das verwendete Wolfram-Inertgas-Schweißen (WIG) angepasst, bis wir das geforderte Ergebnis erzielen konnten“, sagt Parakkunnath. „Zu diesen Parametern gehörten Energieeintrag, Schweißgeschwindigkeit, Gasdurchflussmenge für Schutz-, Rück- und Nachlaufgas sowie Vorwärm- und mittlere Vorlauftemperatur.“
Die Schweißer achteten besonders auf den Gasschutz um die Verbindung herum. Ohne besondere Vorsichtsmaßnahmen oxidiert das Titanmaterial durch die Atmosphäre unmittelbar. „Diese Art der Kontamination reduziert potenziell die Lebensdauer des Schweiß- und Grundwerkstoffs. Unser Kunde wollte das durch strenge Vorgaben ausschließen“, erklärt Chidambaram. Aus diesem Grund war es wichtig, die Schweißzone angemessen zu schützen, indem man den Gasschutz konsequent aufrechterhielt, um Metalloberflächen abzukühlen und das Eindringen von Sauerstoff zu verhindern.
. - © LEWA NIKKISO Middle East FZE")
Hochqualitatives Schweißergebnis
Die Ergebnisse dieser Schweißversuche wurden jeweils von der Schweißaufsicht und den Qualitätsprüfern überwacht. Auf Basis dieser Tests konnte LEWA NIKKISO Middle East Verbesserungskriterien zur Erreichung der geforderten Schweißnahtqualität erarbeiten. So erzielte das Unternehmen einen außergewöhnlich hohen Anteil an einwandfreien Schweißverbindungen: 335 von 339 im Projekt. „Nachdem alle Inspektionen durchgeführt waren, betrug die Ausschussrate insgesamt nur noch 1,18 Prozent“, so Chidambaram. „Dieses Ergebnis wurde von unseren Kunden anerkannt und bestätigt.“ Die Titan-Schweißarbeiten wurden in einem Zeitrahmen von 30 Tagen ausgeführt und das komplette Chemical Injection Package Anfang 2019 geliefert. Das Package wird 2020 in vollem Umfang in Betrieb sein.
(Quelle: Presseinformation der LEWA GmbH)
Schlagworte
KorrosivitätRöntgenprüfungSchweißenSichtprüfungTitan





