16.08.2021
Fachbeitrag

Einfluss der Elektrodentypen auf Einstellungen der Schweißstromquelle
Da produktivere Verfahren wie das MIG/MAG-Schweißen in der Schweißbranche zunehmend an Bedeutung gewinnen, ist die Rolle des Lichtbogenhandschweißens (E-Hand-Schweißen) in den letzten Jahrzehnten kleiner geworden. Teilweise als Folge dieser abnehmenden Bedeutung und der Einfachheit des Prozesses wird dem Optimieren des Schhweißverfahrens nicht viel Aufmerksamkeit geschenkt. Moderne Lichtbogenhandschweißmaschinen verfügen jedoch über eine Vielzahl von Einstellmöglichkeiten, um das Verhalten des Lichtbogens zu beeinflussen. Der Elektrodentyp, insbesondere die Umhüllung der Elektrode, beeinflusst maßgeblich die Zündeigenschaften des Lichtbogens und den Materialübergang in das Schweißbad. Das Optimieren der Schweißmaschineneinstellungen hinsichtlich dieser Probleme kann die Schweißqualität verbessern oder macht zumindest das Erreichen des gewünschten Ergebnisses leichter.
Einstellbare Schlüsselparameter
Der Schweißstrom ist natürlich der wichtigste einstellbare Parameter beim Lichtbogenhandschweißen. Darüber hinaus erlauben fast alle modernen Lichtbogenhandschweißmaschinen dem Anwender, die Stromstärke der Lichtbogenzündzeit separat zu regeln. Bei Kemppi-Schweißmaschinen wird für diese Funktion zum Beispiel der Begriff „Hotstart“ verwendet. Das Einstellen des Hotstarts wurde so einfach wie möglich gemacht: Anwender können die Zeit und die Stromstärke der Lichtbogenzündung mit nur einer Einstellung festlegen. Die Erhöhung des Hotstarts verbessert zwar die Kontaktzündung, jedoch kann ein zu hoher Hotstart im schlimmsten Fall Schweißfehler wie Durchbrand oder Einbandkerben verursachen.
Eine weitere gängige Einstellung beim Lichtbogenhandschweißen ist die Regelung der Lichtbogendynamik. Mit dieser Einstellung wird das Verhalten des bereitgestellten Stroms in Kurzschlusssituationen angepasst. Für Schweißer sieht und fühlt sich diese Einstellung in der Praxis wie eine Veränderung der Lichtbogenstärke an. Daher wird diese besondere Einstellung bei Kemppi-Schweißgeräten als „Lichtbogenstärke“ bezeichnet. So kann zum Beispiel eine Erhöhung der Lichtbogenstärke dafür sorgen, dass die Elektrode nicht so leicht anhaftet. Auf der anderen Seite kann eine zu hohe Lichtbogenstärke die Anzahl der Schweißspritzer erhöhen.
Zusätzlich zu diesen beiden allgemeinen Einstellungen verfügen die meisten modernen Lichtbogenhandschweißmaschinen über eine Einstellung für die Lichtbogenlänge, das heißt das Spannungslevel, bei dem der Lichtbogen abgeschaltet wird, um das Schweißen zu beenden. Durch eine möglichst niedrige Einstellung für das Abreißen des Lichtbogens kann der Anwender Brandmarken beim Stoppen minimieren. Bestimmte Elektrodentypen und Anwendungstechniken machen es jedoch erforderlich, dass das Abreißen des Lichtbogens hoch eingestellt wird, damit es nicht zu einer versehentlichen Unterbrechung des Schweißvorgangs kommt. Durch die Einstellung des Abreißlevels des Lichtbogens auf das Maximum, kann die Schweißmaschine den Lichtbogen so lange strecken, wie es die Spannungsreserve zulässt. Durch die Senkung dieses Wertes kann das Stromquellenprogramm den Befehl ausgeben, den Lichtbogen bei einem festgelegten Level auszuschalten.

Elektrodentypen und ihre speziellen Eigenschaften
Elektrodentypen werden in der Regel auf Grundlage der chemischen Zusammensetzung der Elektrodenumhüllung und des Kerns klassifiziert. Wenn neben der chemischen Zusammensetzung auch das Lichtbogenverhalten und die Anforderungen an die Schweißmaschineneinstellungen berücksichtigt werden, hat sich die folgende Klassifizierungsmethode sowohl in der Theorie als auch in der Praxis bewährt:
- Basische Elektroden
- rutil umhüllte Elektroden
- Edelstahlelektroden
- Hochleistungslektroden
- Zellulose umhüllte Elektroden
In den skandinavischen Ländern werden basische Elektroden am häufigsten verwendet. Normalerweise ist die Lichtbogenzündung bei diesen Elektrodentypen schwach, insbesondere wenn die Graphitspitze bei der ersten Zündung weggebrannt ist. Um die Lichtbogenzündung bei der Verwendung basischer Elektroden zu verbessern, sollte der Anwender einen Lichtbogenzündstrom (Hotstart) verwenden, der deutlich stärker ist als der Schweißstrom.
Bei basischen Elektroden geschieht der Werkstoffübergang in Form von großen Tropfen und erfolgt über starke Kurzschlüsse. Aus diesem Grund benötigen basische Elektroden eine relativ hohe Lichtbogenstärke, also eine raue Lichtbogendynamik, um optimal zu funktionieren. Aufgrund der charakteristischen Eigenschaften basischer Elektroden sollte das Abreißlevel für den Lichtbogen wegen der großen Tropfen und der starken Kurzschlüsse nicht begrenzt sein.
Weltweit ist der Einsatz von rutil umhüllten Elektroden ziemlich weit verbreitet. In der Regel ermöglichen sie eine gute Kontaktzündung. Aus diesem Grund benötigen diese Elektroden keinen so starken Hotstart wie basische Elektroden. Rutil umhüllte Elektroden erzeugen feinere Tropfen als basische Elektroden. Das bedeutet, dass der Anwender mit einer geringeren Lichtbogenstärke als bei basischen Elektroden schweißen kann, also mit einem Lichtbogen, der sich weicher anfühlt.
Um Brandmarken bei der Verwendung von rutilel umhüllten Elektroden zu minimieren, kann das Lichtbogen-Abreißlevel verhältnismäßig niedrig sein. Auch Edelstahlelektroden haben normalerweise eine Rutilumhüllung. Aufgrund der elektrischen Leitfähigkeit und der Fließeigenschaften des Grundwerkstoffs erzielen Anwender meist die besten Ergebnisse, wenn sie Edelstahlelektroden mit höheren Einstellungen für Hotstart und Lichtbogenstärke verwenden. Die Wahl dieser Einstellungen wird empfohlen, wenn der Anwender mit niedrigerer Stromstärke schweißt, was bei der Verarbeitung von Edelstählen nicht besonders selten ist.
Hochleistungselektroden verhalten sich im Vergleich zu basischen Elektroden in der Regel ähnlich wie Rutilelektroden. Ihre Lichtbogenspannung bzw. Lichtbogenlänge ist jedoch noch größer, was bedeutet, dass sie kein hohes Hotstartlevel benötigen, um ein Anhaften zu vermeiden. Außerdem erfolgt der Werkstoffübergang in Form kleiner Tropfen, was mögliche Kurzschlüsse klein und leicht macht. Aus diesem Grund kann der Anwender bei Verwendung von Elektroden mit hoher Ausbringung mit einer geringen Lichtbogenstärke schweißen. Aufgrund des langen Lichtbogens sollte das Lichtbogen-Abreißlevel nur geringfügig begrenzt sein.
Zellulose umhüllte Elektroden werden unter anderem zum Schweißen von Rohrleitungen auf Baustellen eingesetzt. Sie sind zum Teil auch Allzweckelektroden, zum Beispiel in Südamerika. Das Wiederzünden des Lichtbogens ist bei diesen Elektroden normalerweise schwierig, da die Elektrodenumhüllung oft eher vom Rand als vom Kern abbrennt. Daher benötigen Zelluloseelektroden oft einen mäßig intensiven Hotstart.
Wenn Anwender Rohre mit Zellulose umhüllten Elektroden schweißen, verwenden sie eine spezielle Technik, bei der die Lichtbogenlänge stark schwankt. Beim Schweißen in der Nähe des Grundwerkstoffs ist eine sehr hohe Lichtbogenstärke erforderlich, um ein Anhaften zu verhindern. Auf der anderen Seite ist beim Schweißen weiter weg vom Grundwerkstoff eine erhebliche Spannungsreserve erforderlich, um das Erreichen des Lichtbogen-Abreißlevels zu vermeiden. Anwender sollten bei der Verwendung von Zelluloseelektroden aufgrund dieser speziellen Technik das Lichtbogen-Abreißlevel nicht einschränken.

Optimierte Einstellungen für einfachen und schnellen Zugriff
Kemppi hat vor kurzem eine neue Generation von Lichtbogenhandschweißmaschinen auf den Markt gebracht, die Master 315. Diese Maschine verfügt über eine 300-A-Stromquelle, die selbst höchste Anforderungen beim E-Hand-Schweißen erfüllt, auch bei der Anwendung spezieller Schweißtechniken mit Zelluloseelektroden. Eine außergewöhnlich große Spannungsreserve, die oben erwähnten anwenderfreundlichen Einstellungen und neue innovative Funktionen machen all dies möglich.
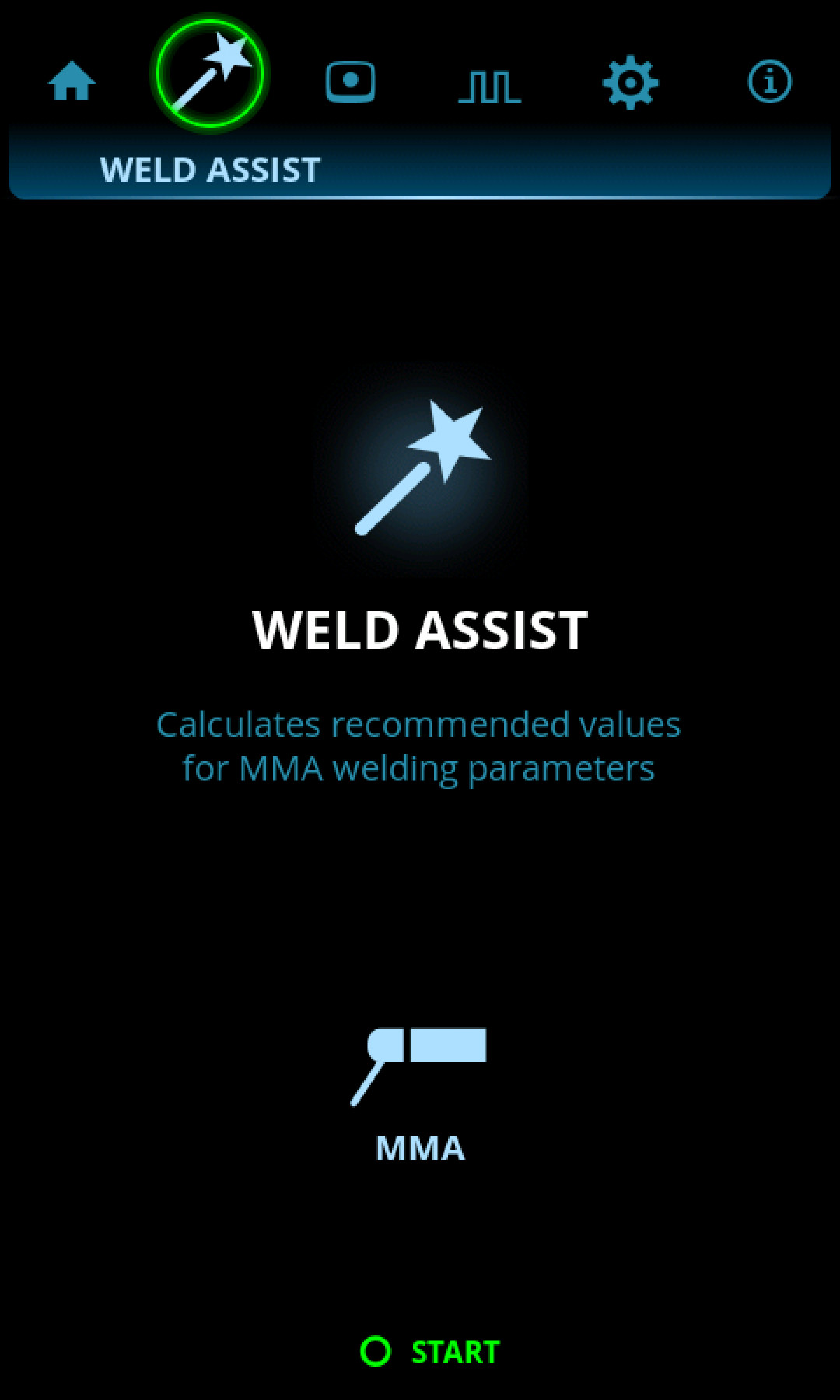
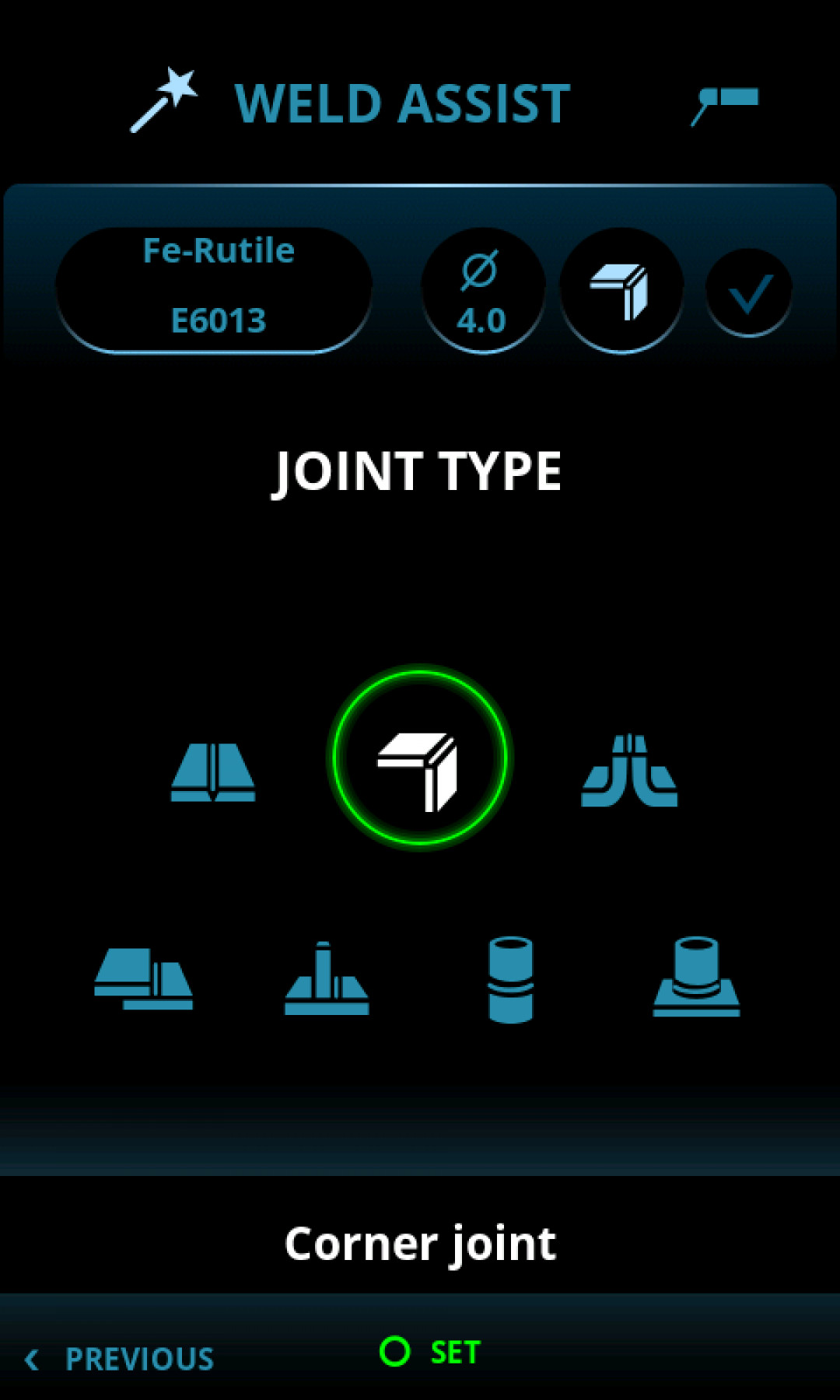
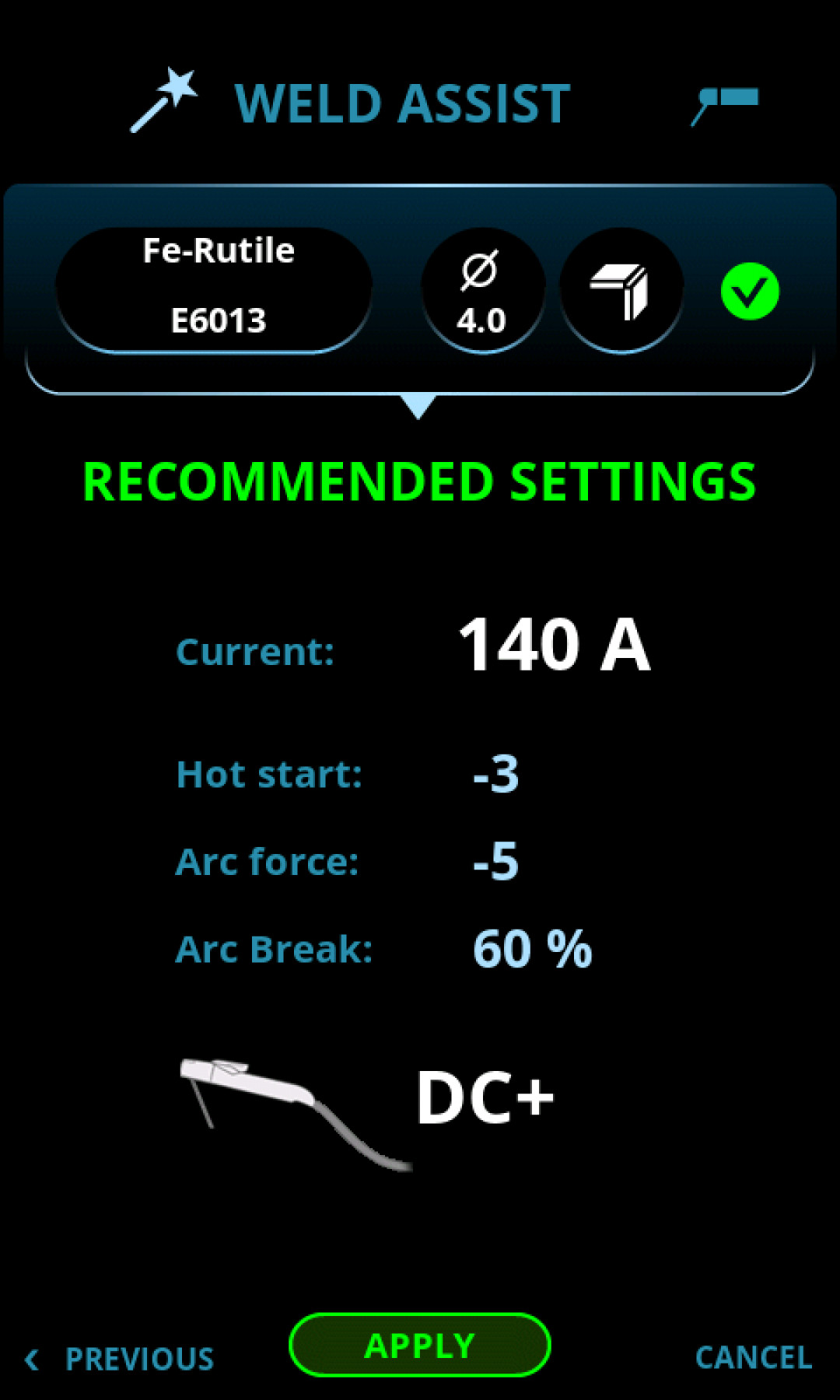
Weld Assist, bisher nur in der MasterTig-Produktfamilie verfügbar, ist nun auch für das Lichtbogenhandschweißen erhältlich. Anwender müssen nur drei Fragen beantworten. Die Maschine schlägt dann geeignete Einstellungen für die oben beschriebenen Parameter vor. Darüber hinaus stellt die Maschine eine Anleitung zur Polaritätsauswahl bereit (DC+/DC-). Die vorgeschlagenen Einstellungen sind auf Tastendruck verfügbar. Die neue Version von Weld Assist für das Lichtbogenhandschweißen ist nicht nur in der Master 315 enthalten, sondern auch über eine Systemaktualisierung für alle MasterTig-Geräte verfügbar, die mit einem TFT-Display ausgestattet sind. Der einzige Unterschied besteht darin, dass die Anpassung der Lichtbogenabschaltung sowie Einstellungen für Zellulose umhüllte Elektroden fehlen.
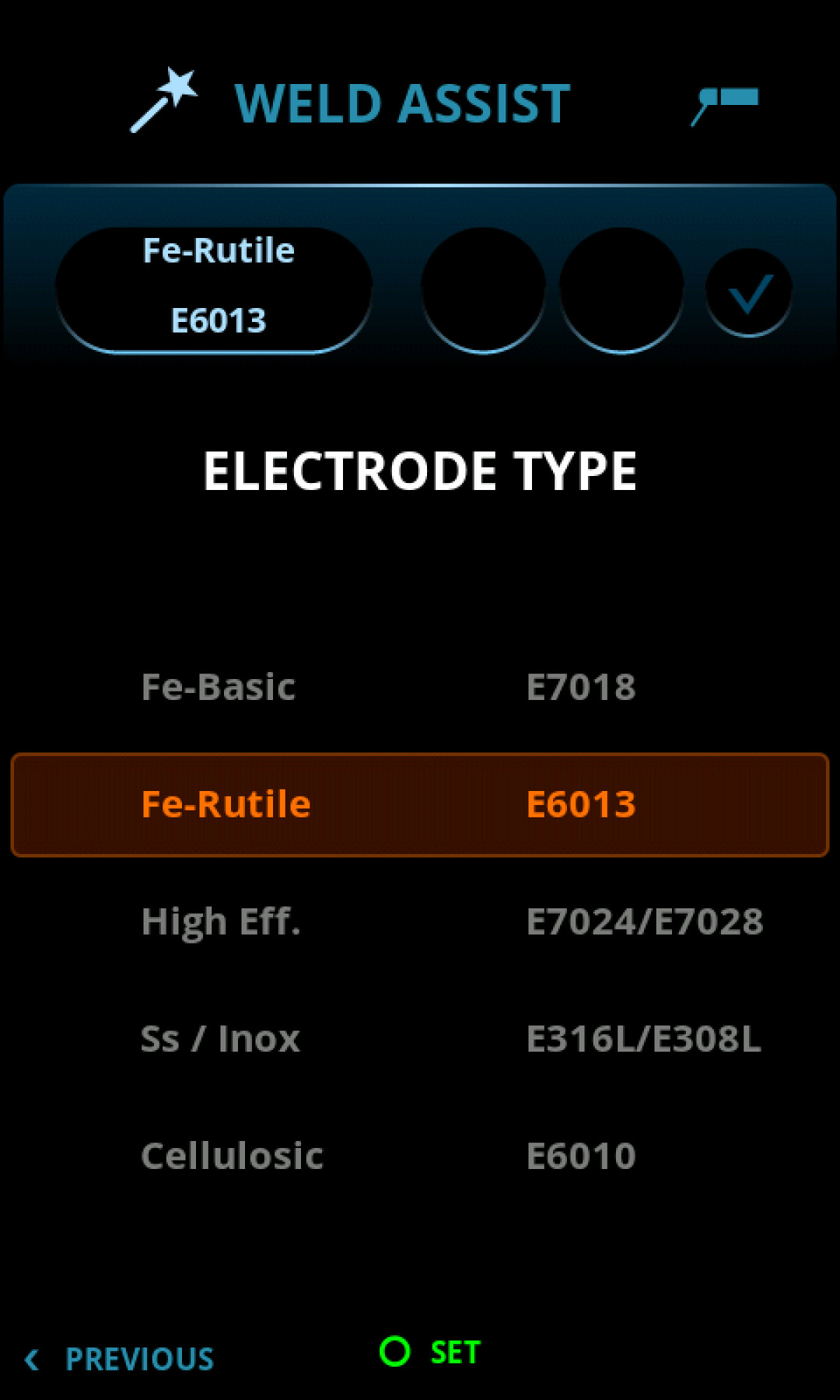
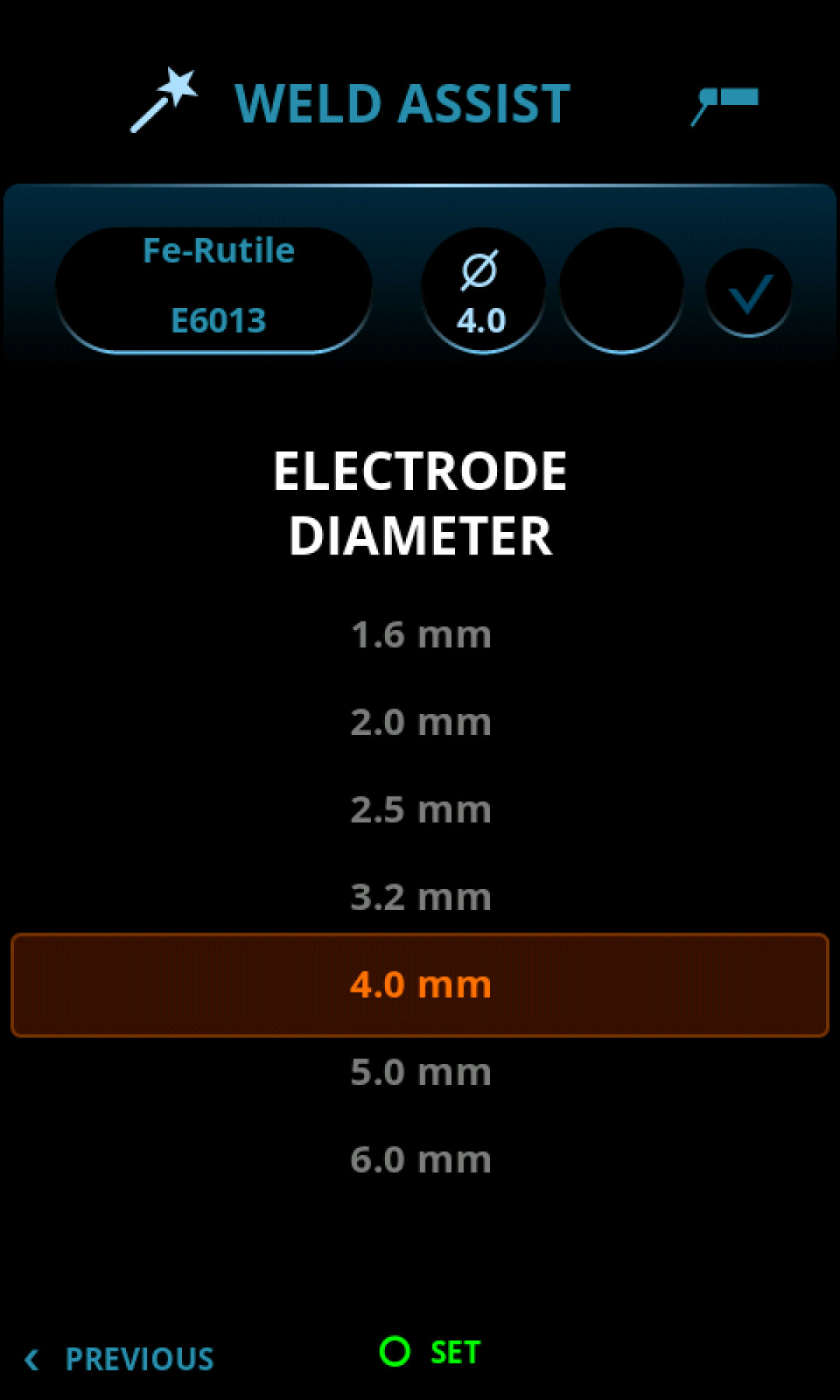
Zunächst wählt der Benutzer den Elektrodentyp anhand der oben beschriebenen Klassifizierung aus den Optionen aus. Auf Grundlage dieser Auswahl schlägt die Benutzeroberfläche dann entsprechende Einstellungen für den Hotstart, die Lichtbogenstärke und den Lichtbogenabriss vor. Wenn der Anwender eine Zelluloseelektrode wählt, aktiviert das Gerät automatisch ein spezielles Schweißprogramm, in dem die Lichtbogendynamik für die Eigenschaften der Zelluloseelektrode und die dafür erforderlichen speziellen Anwendungstechniken optimiert ist. Nach der Auswahl des Elektrodentyps wählt der Anwender den Elektrodendurchmesser und den Fugentyp aus. Die Schweißstromstärke wird auf Grundlage dieser beiden Angaben und des Elektrodentyps ausgewählt. Wenn der Anwender die vorgeschlagenen Einstellungen akzeptiert hat, ist das Gerät sofort einsatzbereit. Der Anwender kann allerdings nach wie vor Feineinstellungen vornehmen.
Zusammenfassung
Im Prinzip ist das Lichtbogenhandschweißen ein einfacher Prozess. Es gibt jedoch noch wichtige Steuerungseinstellungen, die das Lichtbogenverhalten beeinflussen. Diese Möglichkeiten ermöglichen es den Anwendern, die Schweißqualität zu verbessern oder die benötigte Qualität zu erreichen. Unterschiedliche Elektrodentypen haben unterschiedliche optimale Einstellungen in Schweißgeräten. Allerdings kennen Anwender die Unterschiede oft nicht. Um die Dinge zu vereinfachen, hat Kemppi Weld Assist für das Lichtbogenhandschweißen entwickelt.
Die Master 315 ist eine formschöne und praktische Lichtbogenhandschweißmaschine, der die harten Bedingungen des Schweißalltags nichts ausmachen. Sie ist leicht und kompakt und besteht aus langlebigem Spritzgusskunststoff. Außerdem verfügt sie über spezielle stoßdämpfende Elemente, die sie zu einem zuverlässigen Partner in Werkstätten und auf Baustellen machen.
Dank der innovativen Weld-Assist-Funktion bietet die Master 315 eine ideale Schweißleistung und ermöglicht eine schnelle Einstellung der Schweißparameter, während gleichzeitig sichergestellt ist, dass unabhängig vom Werkstück oder Ihrer Schweißerfahrung die richtigen Schweißparameter eingestellt werden. Diese hochmoderne E-Hand-Schweißmaschinen zeichnet sich durch eine zuverlässige Lichtbogenzündung und -stabilität sowie durch die Eignung für alle Elektrodentypen aus, einschließlich Zellulose umhüllter Elektroden.
(Quelle: Kemppi Oy, Autor: Kahri, A. Schweißfachingenieur, IWE)
Schlagworte
E-Hand SchweißenGleichstromLichtbogenhandschweißenMAG SchweißenMIG SchweißenSchweißelektrodenWechselstrom