3 Fazit und Ausblick
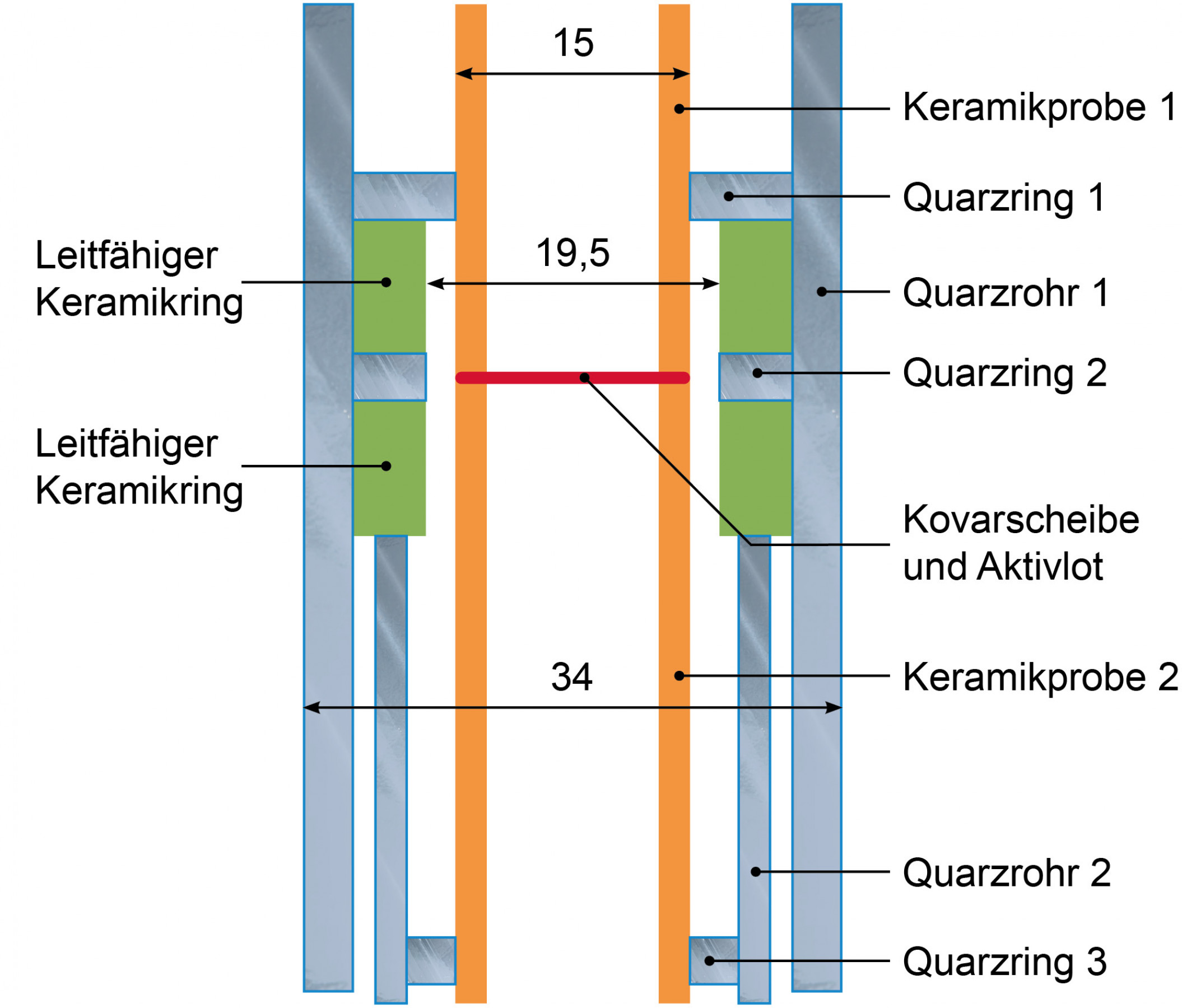
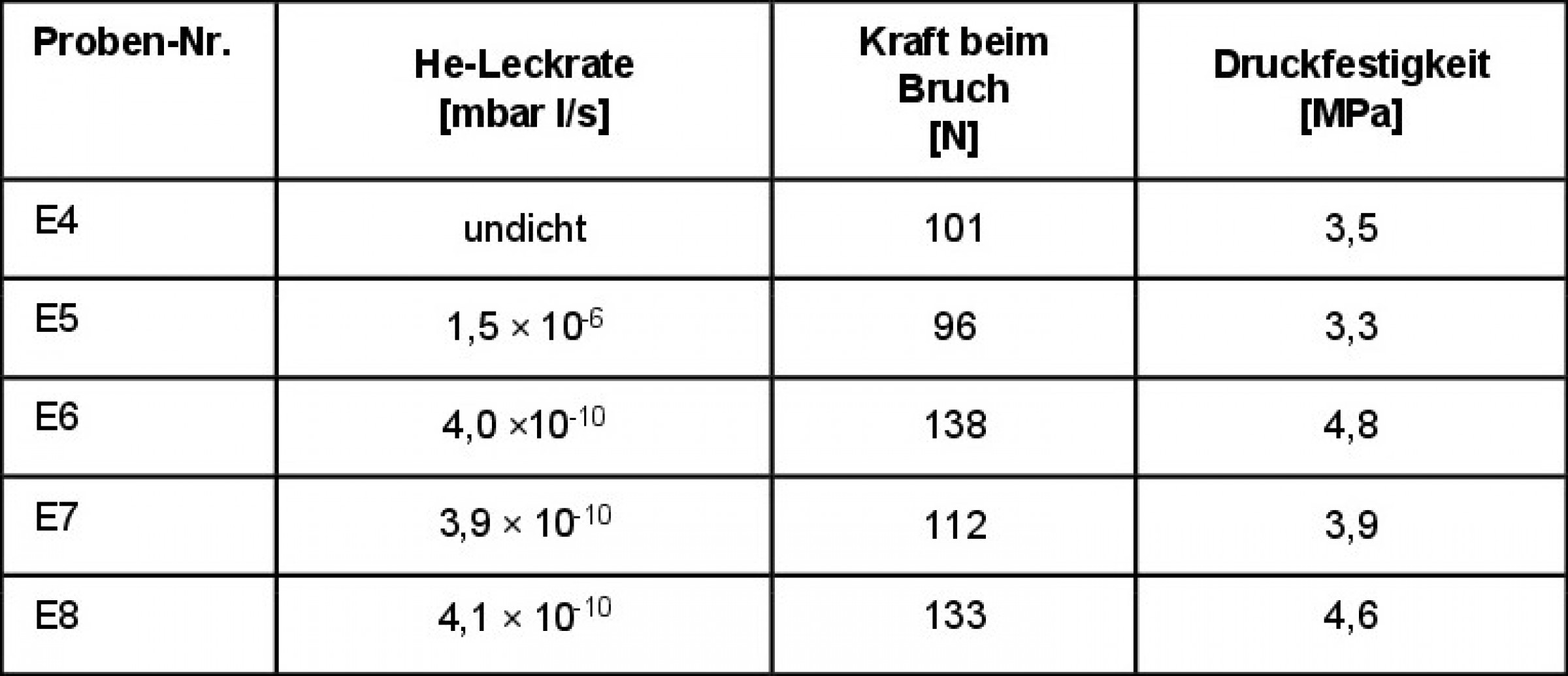
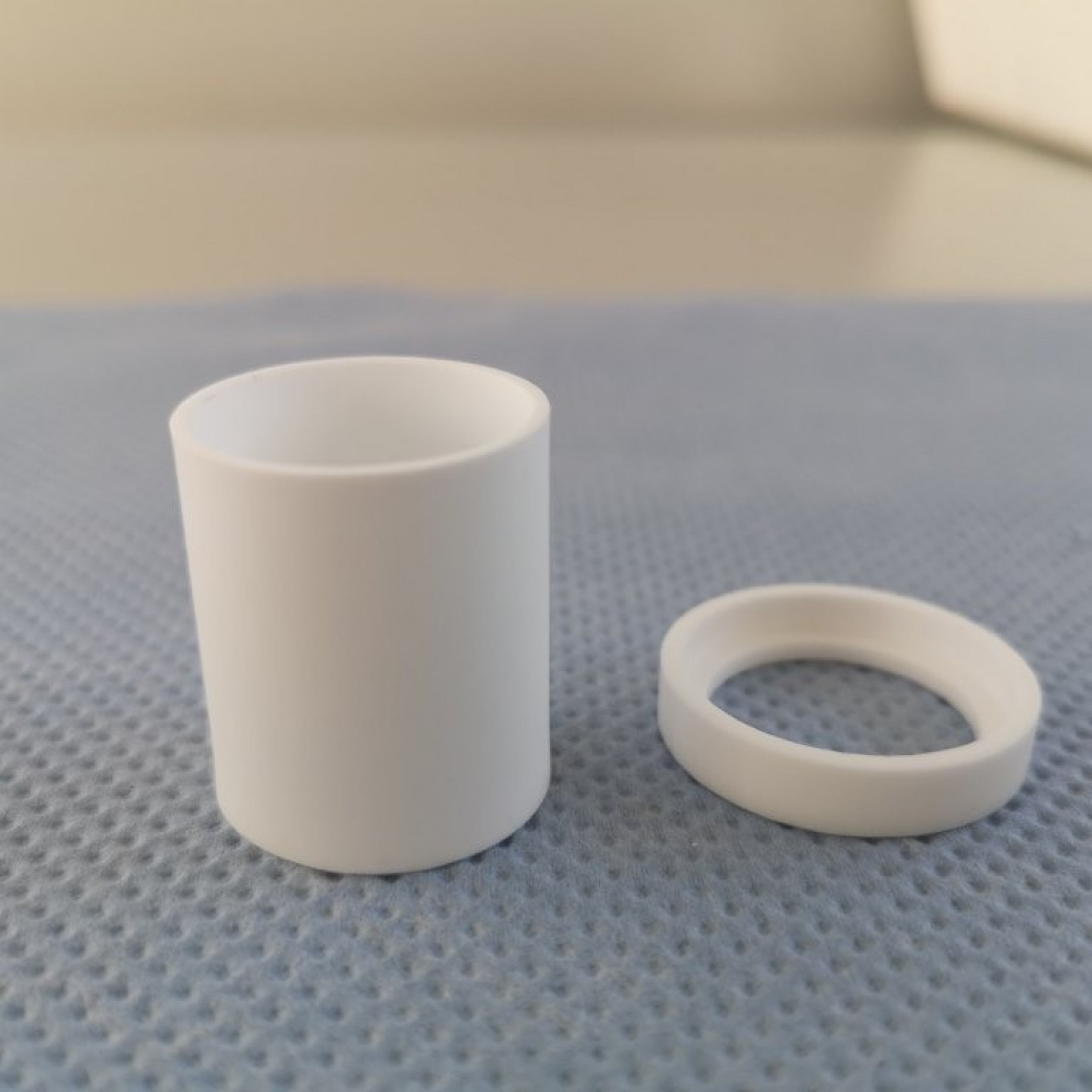
Im Rahmen der experimentellen Untersuchungen wurde nachgewiesen, dass lokales Fügen von Multi-Material-Baugruppen durch ein Kombinationsverfahren aus Laserstrahllöten mit Glaslot und Induktionslöten mit Aktivlot für rotationssymmetrische Baugruppen möglich ist. Insbesondere erwiesen sich die Ergebnisse zum Laserstrahllöten von KKV als äußerst vielversprechend. An Modellbaugruppen in relevanter Größe und Design konnte hier der Nachweis erbracht werden, dass dichte und stabile Verbindungen auch zwischen verschiedenen Keramiken herstellbar sind. Hinsichtlich der Aktivlotverbindungen traten bei den gewählten Material-Paarungen und der Komplexität der notwendigen Systemtechnik des Induktions-Lötstandes Herausforderungen auf, die nicht vollständig gelöst werden konnten.
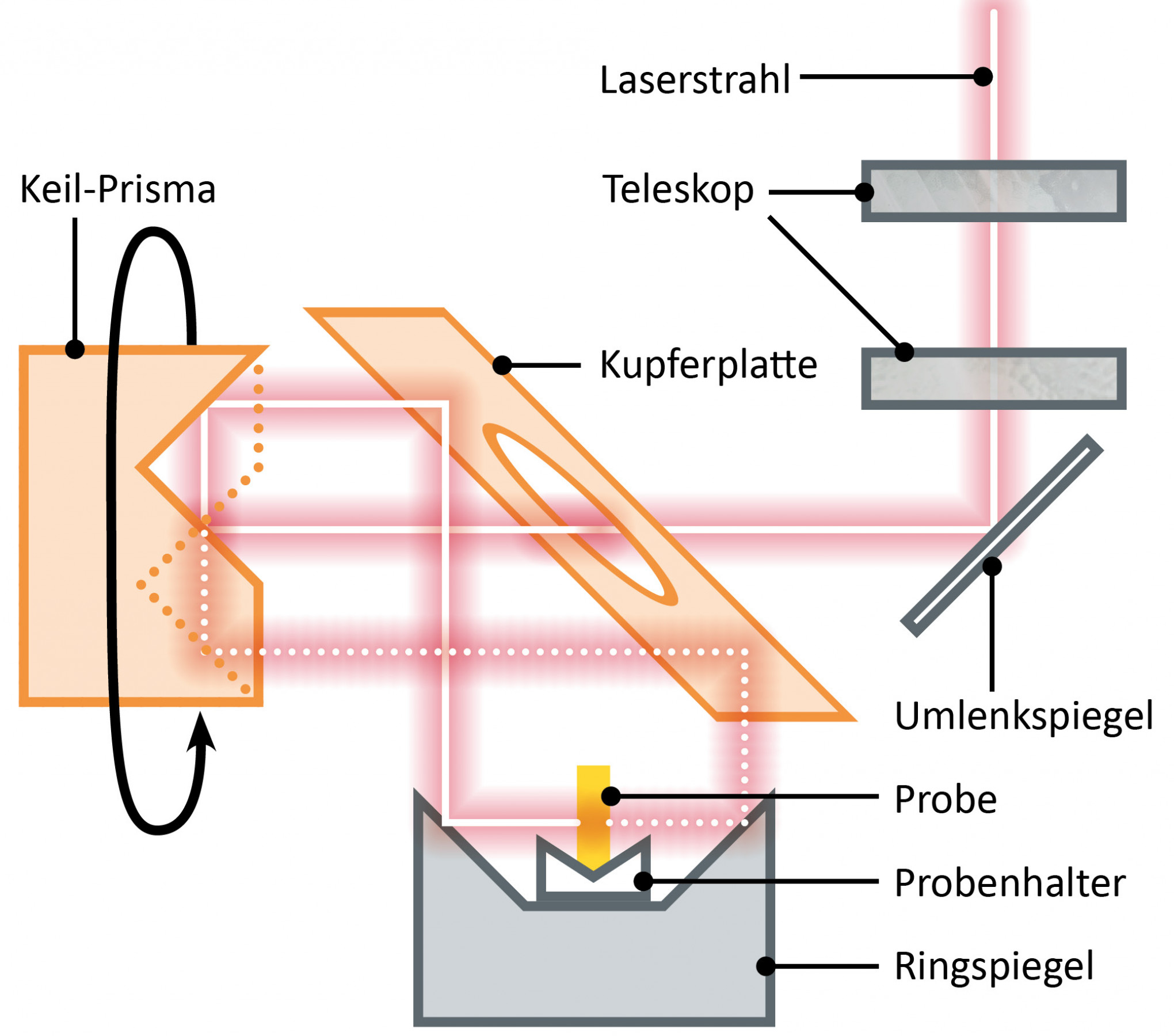
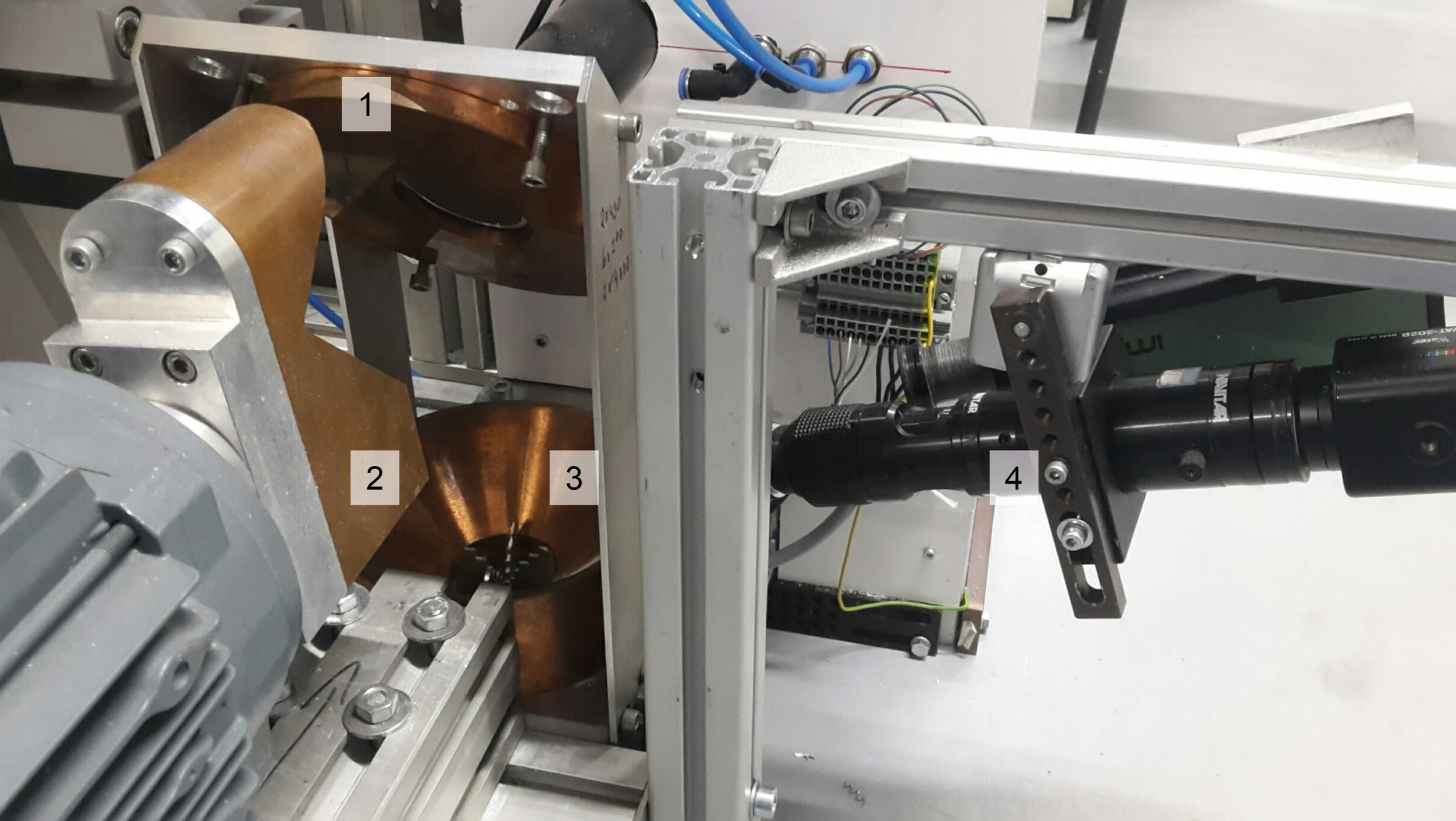
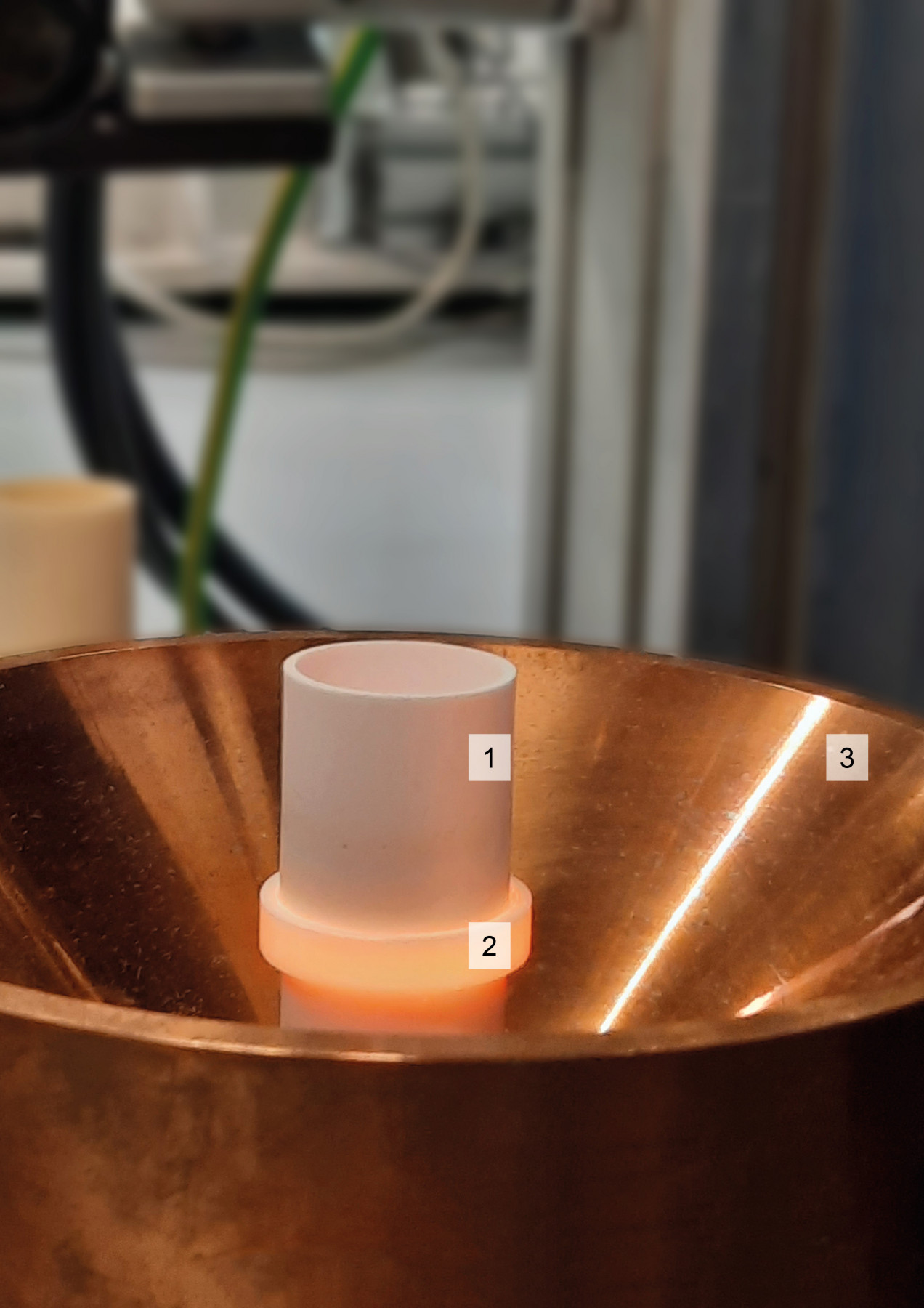
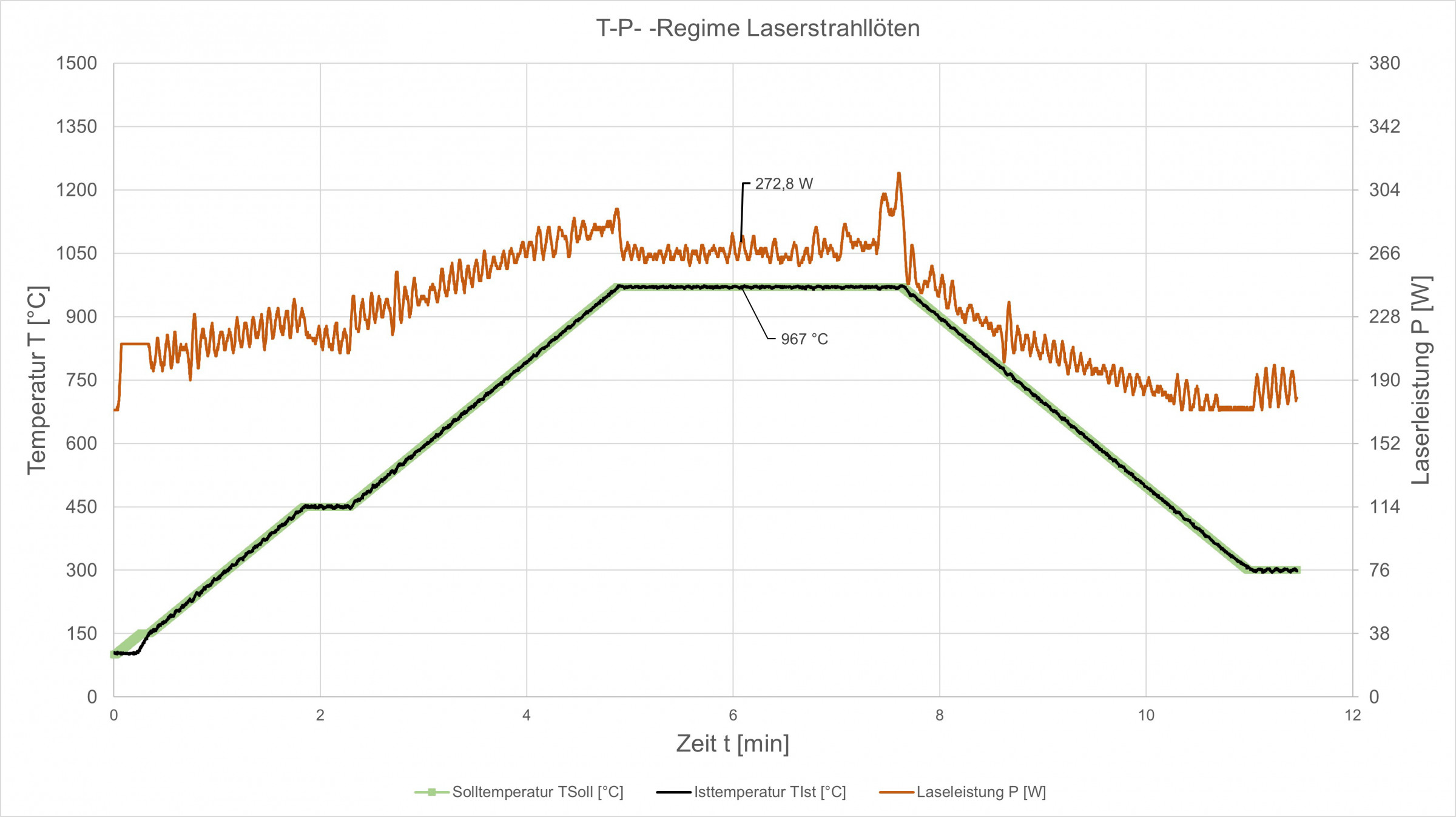
Ausgehend von der Charakterisierung der Werkstoffe war es möglich, einerseits experimentelle Versuchsstände für das Laserstrahllöten (KKV/Glaslot) und Induktionslöten (MKV/Aktivlot) zu entwickeln. Weiterhin wurde mit verschiedenen Charakterisierungsmethoden an Labor- und Modellproben der Nachweis der Machbarkeit erbracht. Dies gilt vorzugsweise für das Laserstrahllöten mittels CO₂-Laser aufgrund der Absorption an der Keramik und die Verbindungsbildung an rotationssymmetrischen Bauteilen mittels Glaslot über Wärmeleitung. Hier kann dem Anwender mit vorhandener Systemtechnik ein vorläufiges Prozessfenster für das Laserstrahlfügen an die Hand gegeben werden. Eine Anpassung der Prozessparameter muss aber generell anwendungs- und anlagenbezogen erfolgen.
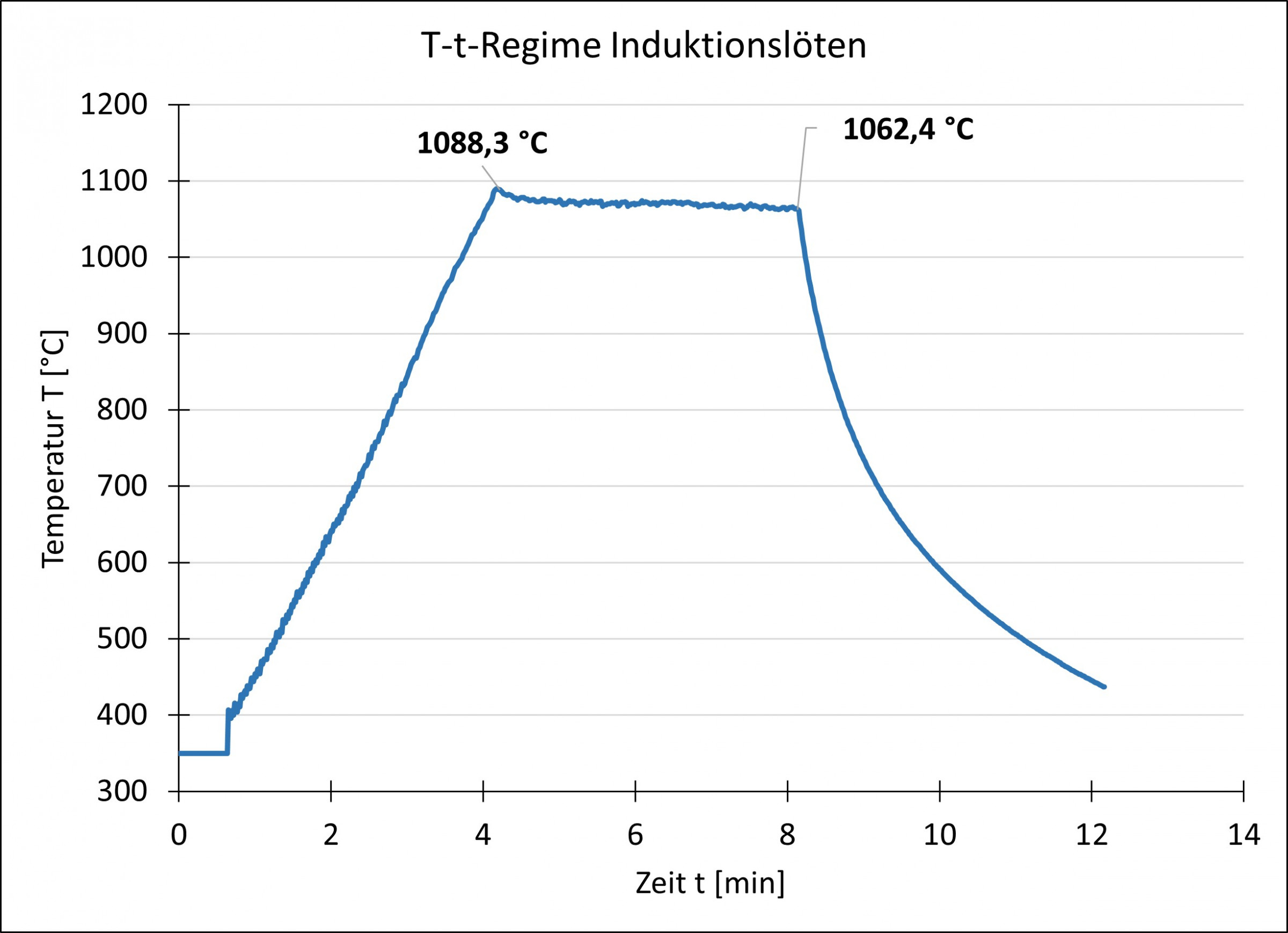
Ein Versuchsaufbau zum Induktionslöten wurde entwickelt, mit dem Aktivlote unter Vakuumbedingungen gefügt werden können. Das Herstellen mechanisch stabiler und dichter Verbindungen konnte aufgrund von nicht optimalen Prozessbedingungen innerhalb des Projektes nur ansatzweise bearbeitet werden.
Multimaterial-Verbundkomponenten aus keramischen und metallischen Bauteilen finden in der Medizintechnik, der Energie- und Umwelttechnik, der terrestrischen Material- und Weltraumforschung, der Materialprüf- sowie Sicherheitssysteme Anwendung. Konventionelle Lötverfahren basieren auf vielstufigen Verfahren im Ofen, wobei die komplette Baugruppe auf Löttemperatur erwärmt und ggf. integrierte, temperaturempfindliche Funktionselemente zerstört werden. Beim lokalen Löten wird lediglich die erforderliche Materialmenge lokal erwärmt und nicht die gesamte Baugruppe inklusive der notwendigen Lötvorrichtungen im Lötofen. Hervorzuheben sind auch die sehr kurzen Lötzeiten und zu erwartenden Kosteneinsparungen. Diese Vorteile eröffnen für entsprechende Unternehmen die Möglichkeit, die entwickelten Fügekonzepte an ihre Fertigungstechnologien anzupassen und ökonomisch als auch ökologisch attraktiver zu gestalten. Sowohl für das Laserstrahl- als auch Induktionslöten ist die Integration in automatisierte Produktionsprozesse gegeben. Notwendige Investitionen in höherem Umfang stellen nach Abschätzung des spezifischen energetischen Aufwandes, der Prozesseffizienz, der Vorteile von lokalen Lötverfahren und der schnellen Reaktionszeit im Vergleich zu herkömmlichen Ofenlötungen oft kein Hindernis dar.
Literatur
[1] Xiang, Y. et al.: Research Progress of Ceramic Metallization Technology. Res. Appl. Mater. Sci. 2020, 2, doi:10.33142/msra.v2i1.1973.
[2] Lei, Y. et al.: Process of Research on the Alumina Ceramics Metallization. In 2015 IEEE International Vacuum Electronics Conference (IVEC). 2015 IEEE International Vacuum Electronics Conference (IVEC), Beijing, China, 27–29 Apr. 2015; IEEE, 2015; pp 1–2, ISBN 978-1-4799-7109-1.
[3] Mishra, S. et al.: Recent Advances in Active Metal Brazing of Ceramics and Process. Met. Mater. Int. 2020, 26, 1087/98, doi:10.1007/s12540-019-00536-4.
[4] Hausner, S.; I. Hoyer; B. Wielage: Induction Brazing of ZrO2 With the Iron-Nickel-Cobalt Alloy FeNiCo29 18. Keramische Zeitschrift 2011, 63, 344/48.
[5] Hausner, S.; I. Hoyer, B. Wielage, Inductive Brazing of Metal With Aluminium Oxide and Zirconium Oxide. Welding and Cutting 2013, 12, 326/32.
[6] Lugscheider, E.; H. Janssen: Active Brazing of Ceramic/Metal Joints with Inductive Heating in Shielding Gas 2001, 53, E70-E73.
[7] Waetzig, K. et al.: Influence of the Brazing Paste Composition on the Wetting Behavior of Reactive Air Brazed Metal–Ceramic Joints. Adv. Eng. Mater. 2021, 23, doi:10.1002/adem.202000711.
[8] Zhang, Y. et al.: Induction Brazing BaCo0.7Fe0.2Nb0.1O3-δ Membrane Tubes to Steel Supports With Ag-Based Filler in Air. Journal of Membrane Science 2017, 533, 19–27, doi:10.1016/j.memsci.2017.03.024.
[9] Knorr, J. et al.: SiC Encapsulation of (V)HTR Components and Waste by Laser Beam Joining of Ceramics. Nuclear Engineering and Design 2008, 238, 3129/35, doi:10.1016/j.nucengdes.2008.01.022.
[10] Börner, F.-D.; W. Lippmann; A. Hurtado: Laser-Joined Al2O3 and ZrO2 Ceramics for High-Temperature Applications. Journal of Nuclear Materials 2010, 405, 1–8, doi:10.1016/j.jnucmat.2010.07.020.
[11] Börner, F.-D. et al.: Glasses for Laser Joining of Zirconia Ceramics. Journal of the European Ceramic Society 2014, 34, 765/72, doi:10.1016/j.jeurceramsoc.2013.09.019.
[12] Lippmann, W. et al.: Laser Joining of Ceramics: A Contribution to High Temperature Range Application of Ceramic Components. In Volume 1: Plant Operations, Maintenance, Installations and Life Cycle; Component Reliability and Materials Issues; Advanced Applications of Nuclear Technology; Codes, Standards, Licensing and Regulatory Issues. 16th International Conference on Nuclear Engineering, Orlando, Florida, USA, 5/11/2008 - 5/15/2008; ASMEDC, 05112008; pp 827–834, ISBN 0-7918- 4814-0.
[13] Hubert, D., et al.: Laserstrahllöten von Keramiksensoren – Ein Funktionsangepasstes und Temperaturgeregeltes Verfahren. DVS-Berichte, Bd. 253, DVS Media, Düsseldorf 2008, S. 221/27, ISBN 978-3-87155-580-0, (in German).
[14] Kasch, S.; D. Conrad; S. Sändig: High-Temperature Joining of Ceramics and Sapphire by Laser-Based Process. J. Ceram. Sci. Tech., 05 [04] 269-274 (2014)
DOI: 10.4416/JCST2014-00027. 2014 Göller Verlag.
[15] Döhler, F. et al.: Phase Formation and Microstructure During Laser Sintering and Crystallization a 4.2 MgO·5.0 ZnO·44.1 CaO·26.7 Al2O3·20.0 SiO2 Glass. J. Mater. Sci. 52, 9344–9354 (2017). https://doi.org/10.1007/s10853-017-1151-1.
[16] Döhler, F. et al: Crystallization and Microstructure of a Glass Seal for Rapid Laser Sealing in the System CaO/Al2O3/SiO2. J. Mater. Sci. 53, 16207/19 (2018). https://doi.org/10.1007/s10853-018-2786-2.
Diesen und weitere Beiträge zum Thema Löten finden Sie in der aktuellen Ausgabe der SCHWEISSEN UND SCHNEIDEN (6/2025)