30.03.2022
Anwenderbericht

Retrofitting: Doppelt hält besser
Wenn eine 2.500-Tonnen-Presse ein Kopfstück braucht, das mehr Leistung, Präzision und Haltbarkeit gewährleisten soll, sind die besten Spezialisten ihres jeweiligen Fachgebietes gefragt. Als globaler Systemlieferant für Stanz- und Umformautomaten mit 75-jähriger Erfahrung ist ANDRITZ Kaiser GmbH so ein ausgewiesener Experte, den der Automobilzulieferer voestalpine Automotive Components Schmölln GmbH deshalb mit dem Retrofitting betraute. Den Bau des Kopfstücks und das gesamte Projektmanagement übernahm die Jebens GmbH aus Korntal-Münchingen, führend bei Maßarbeit in Stahl für Brennteile und große Schweißkonstruktionen.
ANDRITZ Kaiser entwickelt, konstruiert und produziert schlüsselfertige Anlagen von 630 kN bis 25.000 kN – Einzelautomaten ebenso wie komplette Fertigungslinien. Diese auf die individuellen Kundenanforderungen – auch jenseits gängiger Normgrößen – maßgeschneiderten Automaten werden wegen ihrer herausragenden Steifigkeit weltweit geschätzt. Zum Ruf von ANDRITZ Kaiser als technischer Marktführer tragen ihre konstant hohe Stanzpräzision dank vorgespanntem, spielfreien Führungssystem sowie die exakte Wiederholgenauigkeit der Stößelbewegung bei. Sie gewährleistet neben optimaler Teilequalität einen geringeren Verschleiß von Anlage und Werkzeug.
Seit 2004 gehört das Unternehmen mit 125 Mitarbeitern zur ANDRITZ-Gruppe und verbindet dadurch die Flexibilität und Kreativität eines Mittelständlers mit der Stärke eines Weltkonzerns. Die Qualität und Technologie der ANDRITZ Kaiser-Automaten schätzt die vorwiegend mittelständische Kundschaft aus Automobilzuliefer-, Beschlag-, Haushaltsgeräte- und Elektromotorenindustrie seit Jahrzehnten. So auch die voestalpine Automotive Components, die einbaufertige Stanz- und Umformteile sowie Baugruppen für die Automobilindustrie fertigt. Wie bei den meisten Kunden von ANDRITZ Kaiser sind hier gleich mehrere Maschinen des Traditionsherstellers im Einsatz. Die 2.500-Tonnen-Presse vom Typ KSTU4Q 25000-60-15SR aus dem Jahr 2006 war den veränderten Anforderungen nicht mehr gewachsen, weshalb ANDRITZ Kaiser mit dem Retrofitting des Kopfstücks beauftragt wurde.
Diese mechanische Exzenterwellenpresse mit Querwellen und vier Pleueln ist eine der größten, die der Pressenbauer aus Bretten je gebaut hat: 12.600 Millimeter hoch, davon 3.500 Millimeter unterflur eingebaut, 10.000 Millimeter tief und 500 Tonnen schwer. Die Tischlänge beträgt 6.000 Millimeter. Mit einem Vierwand-Kopfstück – in Längsrichtung zwei äußere und mittig innenliegend zwei weitere Wände mit Wellendurchführung – gewährleistet sie höchste Steifigkeit und Genauigkeit. Vier 12.000 Millimeter lange, schraubenförmige Zuganker verspannen das Kopfstück mit der Presse. Die Vorgabe für sein Retrofitting lautete, bei möglichst umfangreicher Weiterverwendung vorhandener Teile die Leistungsfähigkeit und Lebensdauer zu erhöhen.

Konstruktion komplett neu berechnet
Nach entsprechender Prüfung durch ANDRITZ Kaiser zeigte sich, dass Komponenten wie das gesamte Triebwerk, die großen Zahnräder des Antriebstrangs oder die Pleuel noch lange nicht ihre Lebensgrenze erreicht hatten und somit weiterverwendet werden konnten. Verschleißteile wie Lager und Dichtungen hingegen mussten von dem Pressenbauspezialisten erneuert werden. Bauteile wie die Pleueldruckpunkte wurden außerdem neu berechnet und ersetzt.
Um die Steifigkeit des Kopfstücks zu erhöhen und es so an die veränderten Anforderungen anzupassen, erstellte die Konstruktionsabteilung bei ANDRITZ Kaiser unter der Leitung von Steffen Groß komplett neue Berechnungen. Durch Anwendung der FKM-Richtlinie für den rechnerischen Festigkeitsnachweis der Bauteile in der Finite-Elemente-Methode (FEM) wurde die gewünschte Steigerung der Auslastung ermittelt. Darauf aufbauend entwarf ANDRITZ Kaiser die Struktur vieler Schweißbauteile neu. Ebenso wurde die Auslegung zahlreicher Schweißnähte neu definiert. So erhöhte der Pressenbauer die Wandstärke der vier Längswände um 20 Millimeter auf nunmehr 60 Millimeter und vereinheitlichte sie zugleich. Alle Zugankerwände sowie weitere Stützwände wurden zudem von 70 auf 80 Millimeter Dicke ausgelegt. Insgesamt wurden 20 Tonnen zusätzliche Masse in das Kopfstück gebracht, sodass es nun 90 Tonnen wiegt. Die dickeren Außenwände verlängern nicht nur die Lebensdauer des Kopfstücks, sondern gewährleisten auch einen besseren Auslastungsgrad und eine erweiterte Überlastresistenz. Gleichzeitig konnten dadurch die im alten Kopfstück vorhandenen Versteifungsrippen entfallen. Außerdem trennte die Konstruktion Stellen mit größter Spannung und Schweißnähten im Querschnitt, optimierte Ausschnitte mit Kerbstellen und ersetzte Schweißteile wie die Ölrückführung durch mechanische Bearbeitung.
Highend-Schweißnähte gemeinsam entwickelt
Die Anfertigung des so ausgelegten Kopfstücks nach Zeichnung und die gesamte Projektsteuerung übertrug ANDRITZ Kaiser dem langjährig bewährten Spezialisten für große, schwere Brennzuschnitte und komplexe montagefertige Schweißbaugruppen, Jebens. „Solche Abmessungen – 7.800 Millimeter Länge, 4.100 Millimeter Breite breit und 2.900 Millimeter Höhe – kann nicht jeder“, erklärt Steffen Groß. Er ergänzt: „Jebens ist hervorragend ausgestattet und kann diese riesigen Komponenten entsprechend handeln.“ Für Joachim Bolz, Geschäftsführer bei ANDRITZ Kaiser, sprach zudem das hohe Vertrauen in die Qualität von Jebens: „Wir fordern neben der Gesamtabwicklung Champions League-Niveau bei der Schweißausführung. Bei hunderten Metern Schweißnaht ist absolutes Vertrauen in optimale Qualität unabdingbar. Jebens ist ein deutscher Qualitätslieferant.“
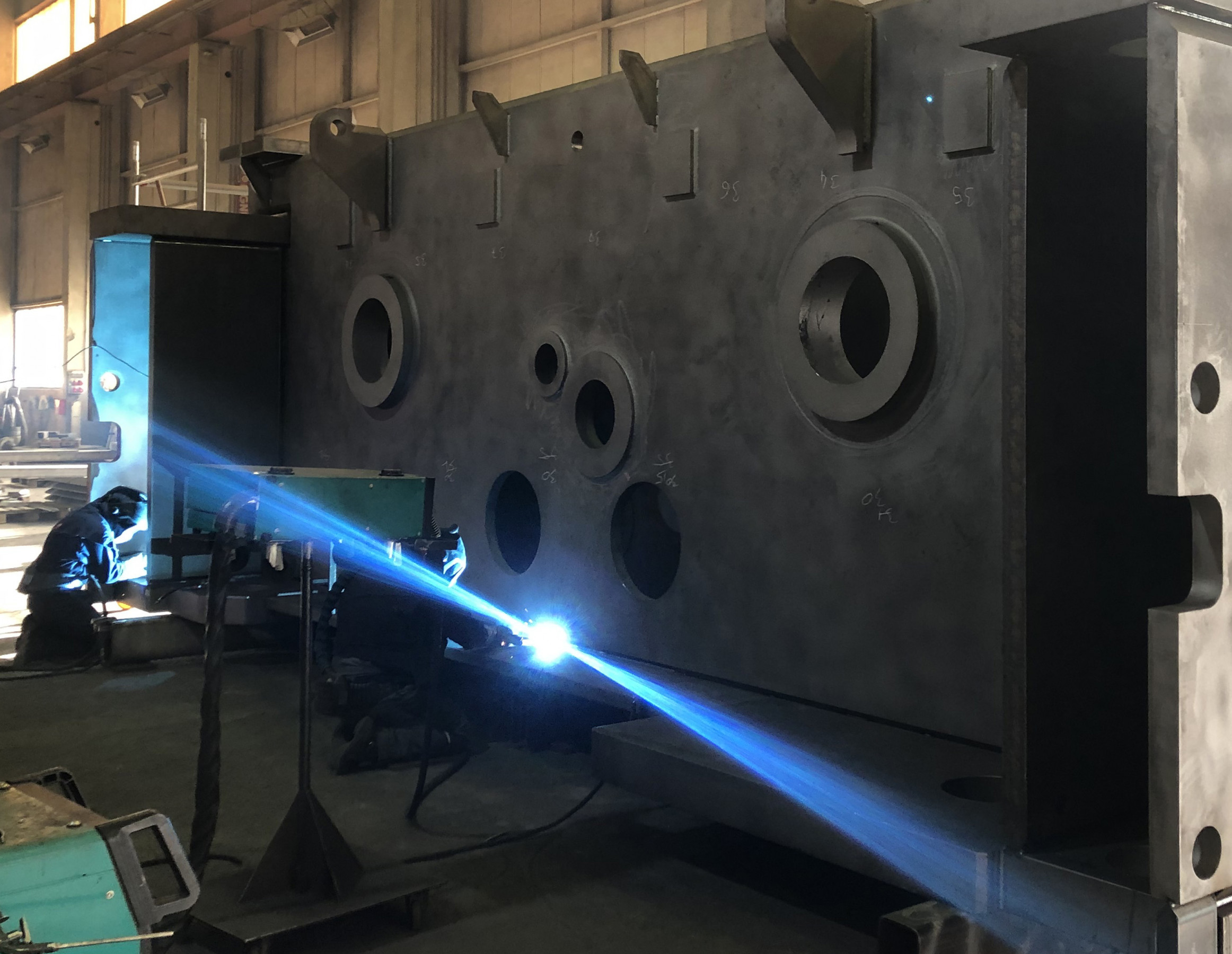


Insgesamt 99 Einzelteile mit Blechdicken von 30 bis 230 Millimetern galt es für Jebens anzufertigen und zur komplexen Schweißbaugruppe zusammenzubauen – darunter die vier, jeweils zehn Tonnen schweren Längswände sowie acht Ringe als Verstärkung der Lagerstellen für die Wellendurchführungen. Vier dieser Ringe aus 230 Millimeter dickem Blech hatten einen Außendurchmesser von 1.010 Millimeter, die vier anderen waren mit 210 Millimeter Dicke und 960 Millimetern Außendurchmesser nur unwesentlich kleiner. Sie wurden vor dem Einschweißen mit Radius gefräst – pro Ring erforderte allein das mehr als 20 Frässtunden.
Die Innenbearbeitung der Ringe und Bohrungen an der fertigen Schweißbaugruppe erfolgte durch Jung Großmechanik GmbH & Co. KG, – einem auf die Präzisions-Zerspanung von derart großen und schweren Bauteilen spezialisierten Unternehmen in Bad Laasphe. Nach dem Brennschneiden wurden alle Komponenten von Jebens im Werk in Korntal-Münchingen auch gestrahlt und gerichtet. Wegen der Größe der Bleche erfolgte dies mit der Flamme – auf drei Millimeter genau! Die hochkomplexen Schweißarbeiten übernahm das Zweitwerk von Jebens in Nördlingen. Dort wurden die Zeichnungen zur Ausführung der Schweißnähte zunächst intensiv vom Schweißfachingenieur Michael Wagner geprüft, hinterfragt und kommentiert. Um die nach FKM-Richtlinie vorgegeben Anforderungen in puncto Dauerfestigkeit bei höchster Presskraft, zu gewährleisten, schrieb ANDRITZ Kaiser für den Vollanschluss neben der marktüblichen K-Naht das zusätzliche Aufbringen von Kehlnähten vor. Diese Nähte wurden für einen maximalen Spannungsabbau zudem komplett im 30 Millimeter Radius mit vorgegebenem RZ-Wert angeschliffen, um den geforderten geringen Kerbfaktor zu erzielen. Für diese aufwendige Nahtausführung gibt es keine Norm, sodass ANDRITZ Kaiser hier in besonderem Maße auf die hohe Kompetenz von Jebens vertraute.



Ankerkästen als besondere Herausforderung
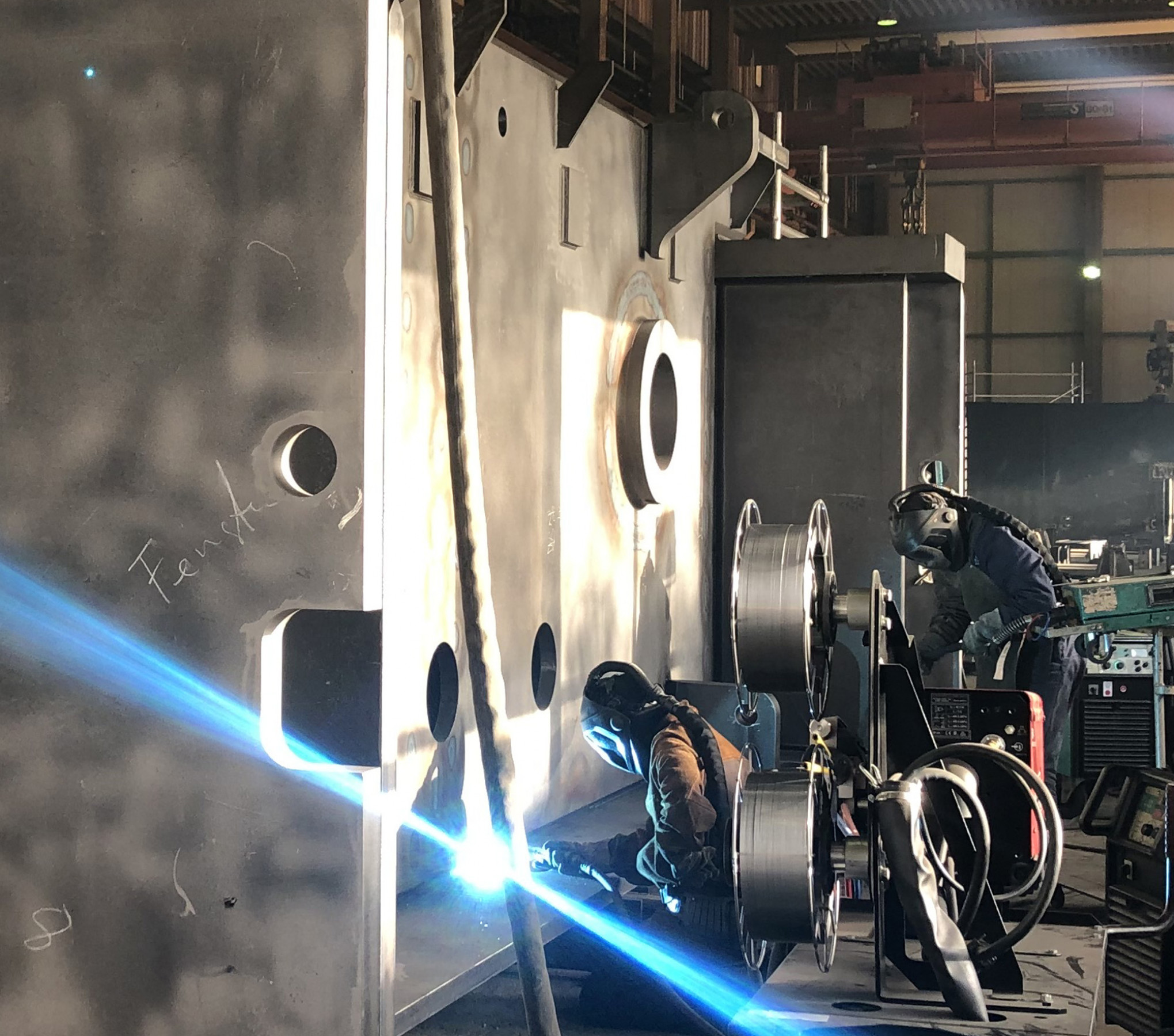
Besonders neuralgische Punkte für diese anspruchsvolle Schweißnahtverbindungen waren die senkrechten Nähte der Ankerkästen, durch die die Zuganker geführt werden, der obere Anschluss der Ankerkastenplatte sowie die Anbindung der Längswände an die Bodenplatte. Die Einhaltung der geforderten außergewöhnlich hohen Qualität wurde bei jeder dieser Nähte separat per Ultraschall geprüft. Die notwendige Zugänglichkeit der Nähte in den Ankerkästen für die Schweißer war eine zusätzliche Herausforderung, bei deren Planung ebenfalls die hohe Erfahrung und Kompetenz von Jebens unverzichtbar waren.
In enger Abstimmung mit dem Team von Steffen Groß wurde der jeweilige Ausführungsmodus gemeinsam erarbeitet und umgesetzt. Sowohl nach dem Heften als auch nach dem Schweißen – allein hierfür fielen über 1.400 Arbeitsstunden an – prüfte ANDRITZ Kaiser die Schweißnähte per Ultraschall bei Jebens vor Ort. „Wir sind nun mal besonders penibel,“ erklärt Joachim Bolz dieses Prozedere. „Unsere Kunden wissen diese Highend-Umsetzung zu schätzen,“ ergänzt Steffen Groß mit Blick auf die von Verhalten und Durchbiegung der Presse maßgeblich bestimmte Produktqualität. „ANDRITZ Kaiser garantiert voestalpine Automotive Components trotz der enormen Tischlänge von 6.000 Millimetern und den zahlreichen Übertragungselementen eine Gesamtverlagerung von 5,65 Millimetern mit einer Tischdurchbiegung von 0,25 Millimetern und einer Stößeldurchbiegung von 0,395 Millimetern. Das prüfen wir und weisen es im Protokoll nach.“ Angesichts der Dimensionen der 90 Tonnen schweren Schweißbaugruppe, waren auch die Bohrungen, in denen die Pleuel und Wellen sitzen, keine leichte Aufgabe: Sie wurden von Jebens mit einem Zentimeter Aufmaß in die Längswände gebrannt.



Fluchten auf wenige Hundertstel genau
Die mechanische Endbearbeitung dieser Bohrungen erfolgte bei Jung Großmechanik auf einem Skoda-Bohrwerk nach den strikten Anforderungen von ANDRITZ Kaiser für Form- und Lagetoleranz. „Um eine 500 Millimeter dicke Welle durch vier Wände hindurchzuführen und die nötige Steifigkeit zu gewährleisten, müssen Zylindrizität, Fluchtung und Koaxialität auf ein bis drei Hundertstel genau sein“, so Steffen Groß. Damit während dieser Bearbeitung keine Vibrationen auftreten, hatte Jebens an den Zwischenwänden spezielle Verstärkungen montiert. Das exakte Fluchten erfolgte abschließend bei Jung Großmechanik gemeinsam mit ANDRITZ Kaiser per Lasertracker. Jebens hatte dafür extra kleine Bohrungen für Nullpunktmesser angebracht, sodass das Messergebnis auch später immer wieder nachvollzogen werden kann.
Beim Transport des fertigen Kopfstückes zum Kunden war angesichts der verbindlichen Lieferterminvorgabe von voestalpine Automotive Components das Organisationstalent von Jebens ein weiteres Mal gefragt: Der geplante Nachttransport wurde wegen eines Unfalls auf der Strecke durch die Polizei abgesagt, sodass kurzfristig ein Tagtransport mit entsprechender Polizeibegleitung organisiert werden musste. Auch hier bewies das Unternehmen seine Kompetenz in ebenso komplexer wie reibungsloser Projektsteuerung – zur vollen Zufriedenheit von ANDRITZ Kaiser. „Jebens ist bei so knackigen Lieferzeiten, wie wir sie fordern, top in Projektmanagement und Kommunikation“, lobt Joachim Bolz. Steffen Groß ergänzt: „Mit Jebens haben wir wirklich einen patenten Partner!“
(Quelle: Jebens GmbH)
Schlagworte
AutomobilzuliefrindustrieBrennschneidenFräsenRetrofittingSchweißkonstruktionenStahlbauStanzenUmformenZulieferindustrie




