19.04.2021
Anwenderbericht

Brennschneidbetrieb modernisiert Schweißnahtvorbereitung
Mit einer neuen Roboterschneidanlage zum automatischen Anfasen von Bauteilen aus dem Hause Erl Automation hat ein Brennschneidbetrieb kürzlich seine Schweißnahtvorbereitung auf den neuesten Stand der Technik gebracht. Der neue XXL-BIBER mit einem Schneidbereich von 3.000 x 11.000 Millimetern bietet nicht nur mehr Möglichkeiten beim Anfasen und bessere Schneidergebnisse, sondern reduziert auch die Fertigungszeiten.
Der Anwender ist ein Schneidbetrieb, der auf Plasma- und Autogenzuschnitte von niedriglegierten und unlegierten Stählen spezialisiert ist. Das innovative Unternehmen ist kontinuierlich gewachsen: Heute beschäftigt es rund 100 Mitarbeiter, verfügt über ein Betriebsgelände mit 20.000 m² Fläche und hat rund 15.000 Tonnen Stahl permanent lagernd. Neben dem eigentlichen Zuschnitt bietet der Betrieb auch nachfolgende Verarbeitungsschritte an, wie beispielsweise Entzundern und Entgraten, Fasen, Richten, Kanten, Strahlen oder Bohren. Sein Kundenkreis umfasst namhafte Firmen aus den unterschiedlichsten Branchen – sowohl im mittelständischen Bereich als auch in der Großindustrie. Das Unternehmen fertigt beispielsweise Bauteile für Baggerarme und Fahruntergestelle für die Baumaschinenindustrie, Maßbleche für den Brücken- und Tunnelbau oder Rahmenbleche und Konstruktionsteile für den Maschinenbau sowie die Windkraftindustrie.
Bei der Herstellung seiner Produkte setzt der Brennschneider auf moderne Fertigungstechnologien. Zum Anfasen von Bauteilen für die Schweißnahtvorbereitung waren bis dato bereits zwei Fasenroboter im Einsatz. Das fortgeschrittene Alter der Anlagen sowie die gestiegene Nachfrage haben die Verantwortlichen des Schneidbetriebs im Jahr 2020 jedoch veranlasst, sich Gedanken über eine Ersatzinvestition zu machen. „Unsere Schneidroboter waren schon viele Jahre im Einsatz und stark beansprucht worden. Aber auch die Bedienung war sehr zeitintensiv, weil für die Bauteile Vorrichtungen verwendet und Roboterprogramme aufwendig geteacht werden mussten. Außerdem waren die Roboter stationär ausgeführt, wodurch die Bauteilgröße stark begrenzt war“, berichtet der Geschäftsführer.
„Wir waren auf der Suche nach einer effizienten Lösung, die beide Anlagen ersetzt, zusätzliche Kapazitäten schafft und mit der wir auch die Bauteilqualität für unsere Kunden noch weiter verbessern können“, so der Unternehmer weiter. Es standen verschiedene Anbieter zur Wahl, sowohl aus dem Bereich Roboter- als auch Portalschneidtechnik. Die Entscheidung fiel schließlich für die Roboterschneidanlage BIBER vom Komplettanbieter Erl Automation. „Überzeugt hat uns die Schnelligkeit des BIBER, beim Schneiden aber auch bei den Messvorgängen, die Qualität der Anlage selbst und natürlich der Schneidergebnisse. Ausschlaggebend war für uns auch, dass das System bereits in verschiedensten Branchen eingesetzt wird und wir uns mit einem Anwender einer nahezu baugleichen Anlage austauschen konnten“, so der Firmenchef.

Ein System, viele Vorteile
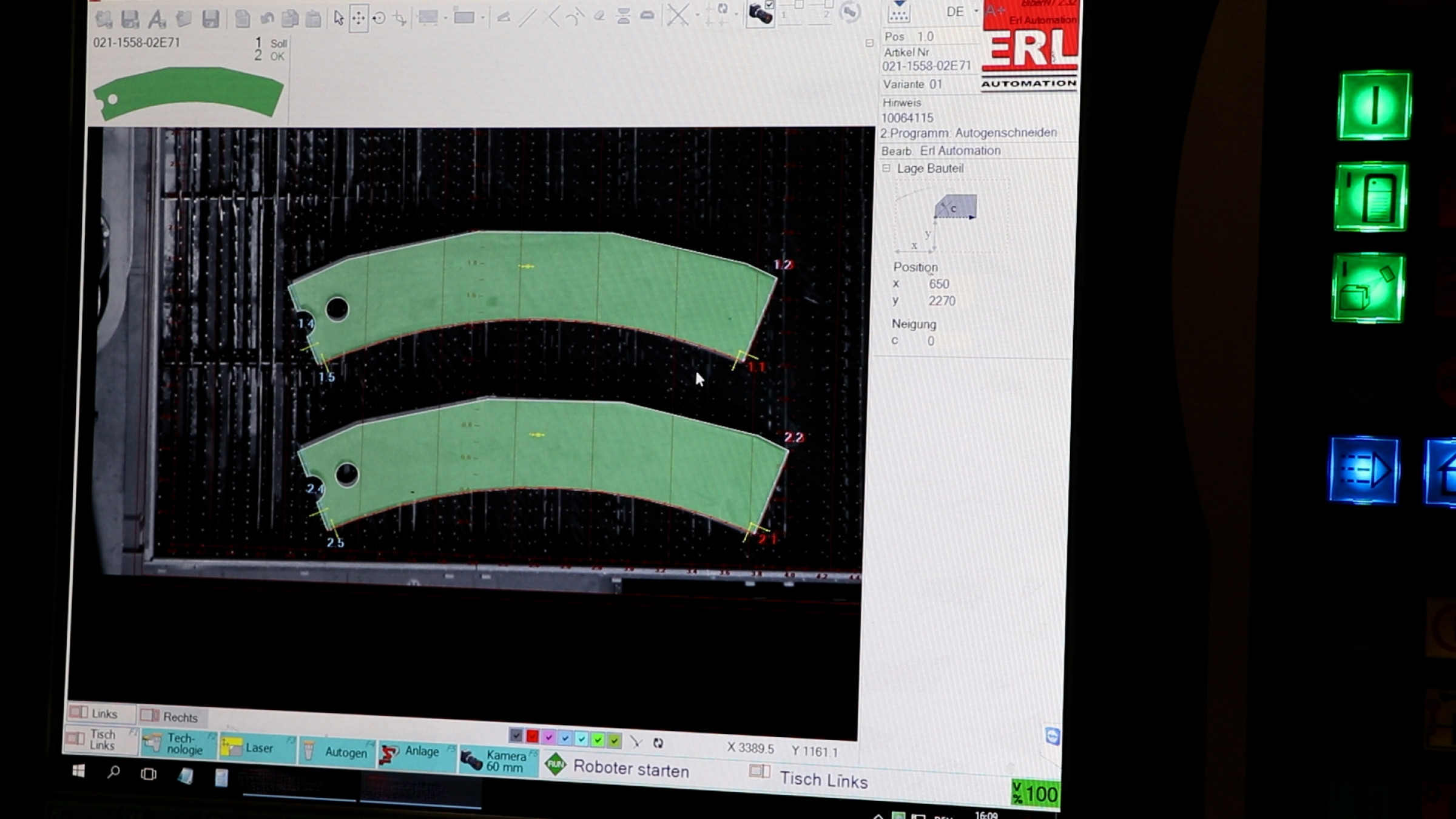
Mit dem Anarbeitungs-Allrounder BIBER können kompliziert zu fertigende Fasen schnell, einfach und kostengünstig realisiert werden - ob einfache Fasen, Doppelfasen, Fasen mit oder ohne Steg. Bei dem Anlagenkonzept, das sich der Spezialist für Brennschneiden angeschafft hat, ein profiBIBER, befindet sich der Roboter auf einer Konsole, die auf einer Lineareinheit verfahrbar ist, wodurch der Roboter einen vergrößerten Arbeitsbereich hat. Durch den Einsatz eines Hochleistungskamerasystems können die Bauteile einfach an beliebiger Stelle auf dem Schneidtisch platziert werden, die Kamera ermittelt die exakte Bauteillage. Zudem ermöglicht eine speziell für den BIBER entwickelte Software das Erstellen von Roboterprogrammen in wenigen Schritten ohne Teachen.
Qualitativ hochwertige Schneidergebnisse können durch perfekt aufeinander abgestimmte Komponenten erzielt werden. Ein hochpräziser Roboter in Verbindung mit moderner Schneidtechnik und einem Laserscanner macht dies möglich. Der neben dem Brenner angebrachte Zeilenlaserscanner vermisst vor jedem Schneidvorgang das jeweilige Bauteil und gleicht etwaige Toleranzen aus den Vorprozessen automatisch aus, was in exakten Fasen resultiert und aufgrund der wegfallenden Nacharbeiten in einer nicht unerheblichen Zeitersparnis.
Der Brennschneider hat sich für eine Sonderausführung mit einer extragroßen Schneidbreite entschieden. Der BIBER.3000 mit einem Arbeitsbereich von 3.000 x 11.000 Millimetern eignet sich damit hervorragend für die Anarbeitung von Großbauteilen, wie beispielsweise Komponenten für Windkraftanlagen oder den Brückenbau. Ein komplexes Messverfahren ermöglicht es, sogar größere Bauteile, die über den Arbeitsbereich hinausgehen, umlaufend anzufasen.

Großes Bauteilspektrum abgedeckt
Zum Autogenschneiden steht dem Anwender ein robuster Maschinenschneidbrenner mit Innenzündung zur Verfügung, der mit kurzer Vorwärmzeit und hoher Schneidgeschwindigkeit punktet. Auf dem BIBER können mit diesem Prozess Schnittlängen bis zu 300 mm realisiert werden. Erl hat dafür die entsprechenden Schneiddaten zur Verfügung gestellt und die Tischkonstruktion für die massiven Bauteile verstärkt.
Alternativ zum Autogenprozess kann der Anwender nun auch mit Plasmatechnik schneiden. Dafür steht eine HiFocus 440i neo Stromquelle für Schnittlängen bis 70 Millimeter zur Verfügung. „Plasmafasen war für uns zunächst kein Thema. Als wir aber eine ähnliche Anlage bei einem Referenzbesuch gesehen hatten, haben und die Schneidgeschwindigkeiten und die Qualität der Schneidergebnisse derart überzeugt, dass wir uns auch dafür entschieden haben. Nicht zuletzt, weil die Prozesse nahezu im Handumdrehen gewechselt werden können“, erinnert sich der Geschäftsführer des Brennschneidbetriebs.
Der Wechsel der Werkzeuge von Plasma auf Autogen und umgekehrt dauert nur wenige Minuten. Die Brenner können jeweils durch eine Schraubverbindung einfach und schnell gelöst und befestigt werden, für Kabel- und Signalleitungen stehen Steckverbindungen zur Verfügung. Der sich gerade nicht in Gebrauch befindliche Brenner wird in einer Parkposition am Roboter fixiert. Die Brenner-Kalibrierung erfolgt automatisch über vermessene Anschlagsysteme in der Brennerhalterung. Jeder Brennerhalter inklusive Werkzeug ist mittels Lasertracker absolutvermessen. Dadurch können Fertigungstoleranzen ausgeschlossen werden und der BIBER garantiert hochgenaue Fasen, auch nach einem Werkzeugaustausch.

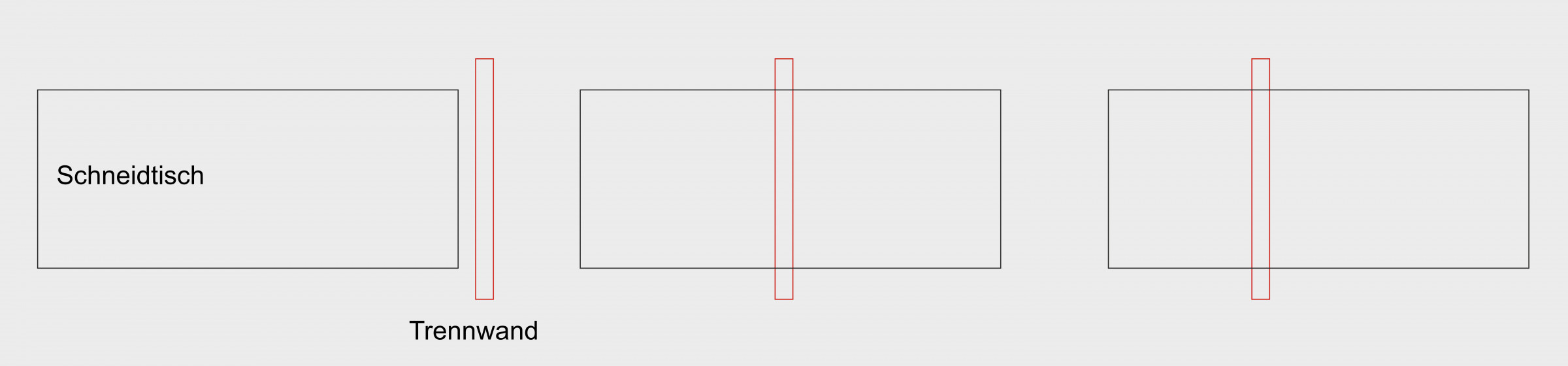
Ein verschiebbares Trennwandsystem ermöglicht dem Anwender den 3 x 11 Meter großen Arbeitsbereich an die jeweils zu bearbeitenden Bauteilgrößen und Stückzahlen individuell anzupassen und die Tischgröße optimal auszunutzen. Die Trennwand kann je nach Anwendungsfall an drei vordefinierte Positionen geschoben werden und ermöglicht entweder die Nutzung des Gesamttisches oder einen 2-Stationen-Betrieb, bei dem der Roboter auf der einen Seite arbeitet, während der Bediener auf der anderen Seite Bauteile entnehmen und den Tisch neu bestücken kann.
Einzigartige Unterstützung
Einen maßgeblichen Anteil an der Produktivitätssteigerung beim Anarbeiten von Bauteilen hat auch intelliplace. Der Anwender hat sich für das Zusatzfeature in der Premium-Ausführung entschieden. „Bei intelliplace mussten wir nicht lange überlegen. Das System ist wirklich einzigartig und spart unheimlich viel Zeit“, berichtet der Leiter des Brennbetriebs. Dabei handelt es sich um ein am Roboter angebautes Hochleistungskamerasystem in Verbindung mit einer Kalibriersoftware, das die Bauteillage auf dem Schneidtisch automatisch ermitteln, Programme aufrufen und zuordnen kann. Der Bediener muss lediglich die Bauteil-Barcodes auf den Begleitpapieren vor dem Auflegen mit einem Handscanner erfassen. Die Bauteildaten werden dann direkt an den Roboter übermittelt und die entsprechenden Bauteilprogramme vollautomatisch aus der Datenbank geladen und den Bauteilen zugeordnet. Die Arbeitsschritte für das Bedienpersonal werden dadurch vereinfacht und mögliche Fehlerquellen minimiert. Beispielsweise benötigt der automatische Programmsuchlauf deutlich weniger Zeit, als dies manuell der Fall wäre. Außerdem kann es zu keiner Verwechselung ähnlicher oder spiegelbildlicher Bauteile kommen, da die Programmzuordnung mittels Bildverarbeitungs-programm automatisch erfolgt.
Die Anlage ist Anfang des Jahres in Betrieb gegangen und konnte reibungslos in die Fertigung eingebunden werden. In einem mehrtägigen Schulungsprogramm konnten die künftigen Anlagenbediener die Maschine kennen lernen und sich mit dem Bedienkonzept vertraut machen, ehe die Produktion anlief. Erfahrene Techniker von Erl standen den Bedienern zwei Wochen für einen bestmöglichen Produktionsanlauf mit Rat und Tat zur Seite. „Nach nur wenigen Wochen zeichnet sich schon deutlich ab, dass wir mit dem BIBER unsere Fertigungszeiten beim Fasen deutlich reduzieren konnten. Darüber hinaus können wir nun Fasen schneiden, die vorher nicht machbar waren“, zieht der Geschäftsführer Bilanz.
(Quelle: Erl Automation GmbH, Autorin: Stefanie Kaufmann, Marketingreferentin)
Schlagworte
AutogenschneidenBlechbearbeitungBohrenBrennschneidenFasenschnittFügetechnikPlasmaschneidenSchweißenSchweißnahtvorbereitungSchweißtechnik





