18.01.2021
Praxistipp

Eine Frage des richtigen Schliffs
Es steht außer Frage, dass sich mit dem Wolfram-Inertgasschweißen erstklassige Schweißnähte herstellen lassen. Dafür ist es jedoch nicht nur entscheidend, die richtige Wolframelektrode für den jeweiligen Anwendungsfall auszuwählen, sondern auch, die Wolframelektrode richtig anzuschleifen. In diesem Praxistipp von ABICOR BINZEL können Sie nachlesen, warum WIG-Nadeln angeschliffen werden müssen und worauf es dabei ankommt.
Instabiler Lichtbogen? Schwierigkeiten bei der Zündung?
Wenn der Lichtbogen nur instabil brennt oder Schwierigkeiten bei der Zündung auftreten, obwohl alle Einstellungen am Schweißgerät und alle Anschlüsse richtig sind, dann lohnt es sich, die Wolframelektrode näher unter die Lupe zu nehmen. Denn auch wenn die WIG-Nadeln nicht abschmelzend sind, nutzen sie mit der Zeit ab, werden porös, stumpf und offenporig.
Die der Elektrode zugesetzten Dotierungselemente entfalten in diesem Fall auch ihre Wirkung nicht mehr, daher ist dann Nachschleifen angesagt. Brennt der Lichtbogen instabil, obwohl die Nadel noch spitz ist, dann kann die Ursache auch ein falsches Anschleifen der Wolframelektrode sein.
Jedem die Seine: die Aufgabe der Dotierungselemente
Bei den Dotierungselementen von WIG-Nadeln sind Oxide von Thorium, Lanthan, Cerium und Zirkonium üblich. Während des Schweißprozesses unterstützen sie die Elektrodenemission aus der Wolframelektrode. Auf diese Weise sorgen sie dafür, dass mehr Energie in den Lichtbogen eingebracht und das Schweißen dadurch effizienter und sogar schneller wird. Eine weitere Aufgabe der Dotierungselemente besteht darin, die nicht abschmelzende Wolframelektrode zu schützen: Der Schmelzpunkt von Wolfram liegt bei 3.422° Celsius. Während des Schweißprozesses erreicht die Wolframelektrode Temperaturen von bis zu 3.000° Celsius, an ihrer Spitze sogar noch mehr, sodass dort der Schmelzpunkt des Metalls überschritten wird. Die hohen Temperaturen fördern die Elektrodenemission, sie tragen gleichzeitig aber auch mehr Material ab. Die den WIG-Nadeln zugesetzten Dotierungselemente senken die Temperatur der Elektrode und verlangsamen dadurch den Verschleißprozess. Je häufiger und länger eine WIG-Nadel allerdings benutzt wird, desto mehr strömen die Dotierungselemente aus. Als Folge davon gibt es Schwierigkeiten beim Zünden und/oder einen Lichtbogen, der instabil brennt.

Wenn sich rings um die Elektrodenspitze viele kleine Zacken gebildet haben, spricht man von der sogenannten „Kranzbildung“. Sie ist ein weiteres Phänomen, das sich bei WIG-Nadeln beobachten lässt. Die Zacken sind die Folge einer Oxidation mit Sauerstoff, dem Phasenübergang vom festen in den gasförmigen Zustand und der sich daran anschließenden Teilung der chemischen Verbindung in zwei oder mehrere Moleküle der entstehenden Oxide. Beim An- oder Nachschleifen der Wolframelektrode lassen sich diese Materialkränze problemlos entfernen.
Was Sie beim Anschleifen einer Wolframelektrode beachten sollten
1. Bei einem abgekniffenen oder gebrochenen Elektrodenende ist Vorsicht geboten
Bei einer starken Vergrößerung sieht man im Material der Wolframelektrode helle und dunkle Bereiche ‒ die sogenannte Körnung. Am Übergang von einem zum anderen Bereich liegen die Korngrenzen. Entlang dieser Korngrenzen sind die Wolframelektroden bei einer mechanischen Beanspruchung besonders empfindlich. Eine Wolframelektrode, die abgekniffen oder abgebrochen ist, ist an den Korngrenzen bereits geschwächt. Wird die WIG-Nadel dann geschliffen, reißt das Material unschön auf.
Bei Korngrenzschädigungen können durch die beim Schweißen entstehende Hitze an der Spitze der WIG-Nadel zudem Risse entstehen. Daher ist es wichtig, beim Anschleifen der Wolframelektrode sehr sorgfältig vorzugehen, um die empfindliche Korngrenze nicht zu beschädigen. Der Druck durch den Anschliff sollte deshalb auch nur leicht sein, denn ist er zu groß, kommt es zu einem Wärmestau, der die Korngrenze schädigen kann.
. - © Andreas Endemann, Weldstone Components GmbH")
2. Ein absolutes No-Go: Das freihändige Anschleifen
Damit ein gutes Schweißergebnis erzielt wird, muss die Wolframelektrode eine konzentrische Spitze haben und absolut glatt sein. Das wird umso wichtiger, je anspruchsvoller die Schweißnaht ist. Mit einem freihändigen Anschleifen bekommt man dieses Ergebnis garantiert nicht hin, egal, welches auch noch so abenteuerliche Hilfsmittel man dazu verwendet! Ein weiterer wichtiger Aspekt für ein gleichbleibend gutes Schweißergebnis sind zudem wiederholbare Parameter. Auch diese lassen sich mit einem freihändigen Anschliff nicht garantieren

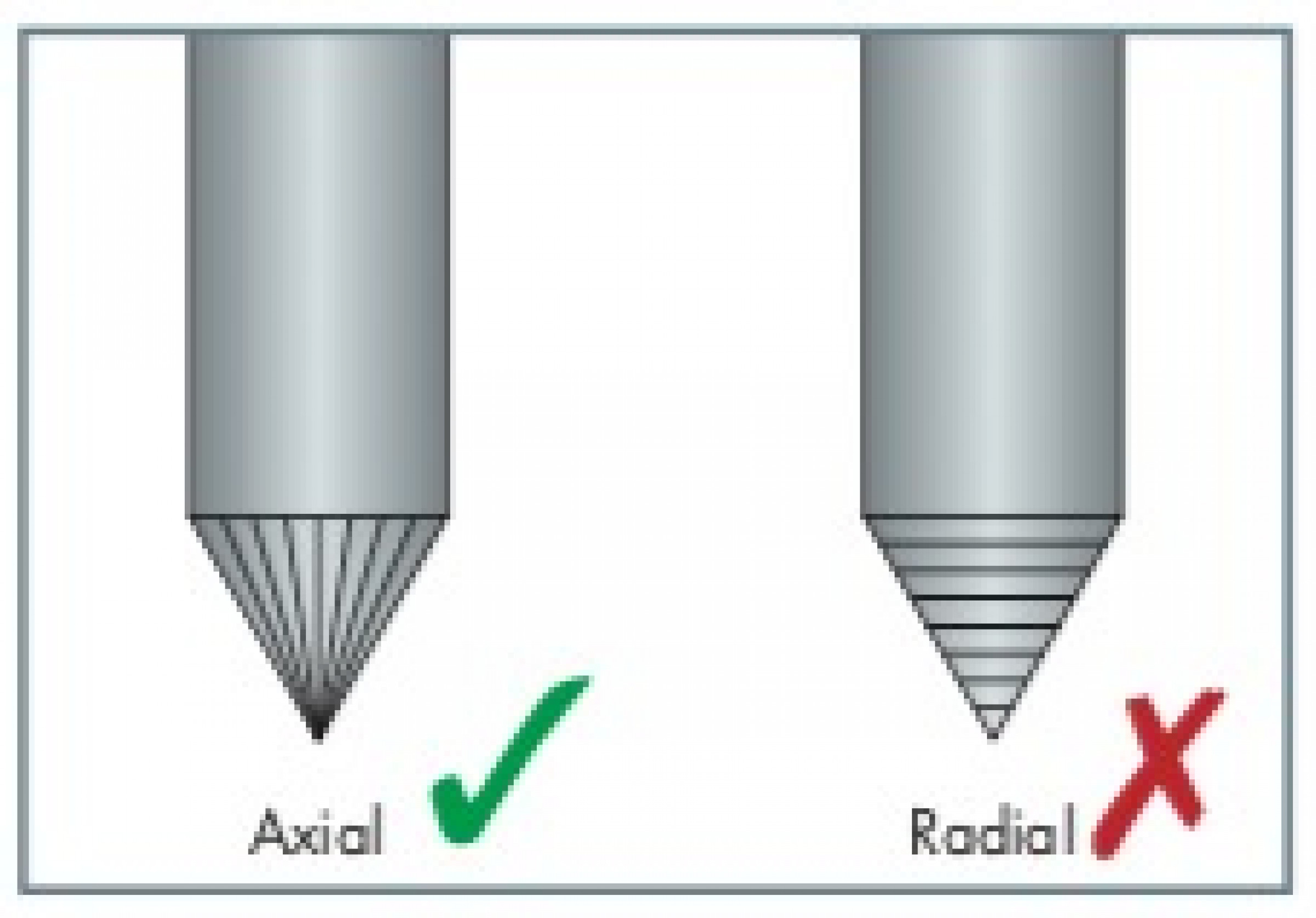
3. Die Richtung muss stimmen
Axial statt radial heißt hier die Devise! Oder anders formuliert: Der Schliff muss längs zur Elektrode erfolgen, dann sind der Lichtbogen fokussierter, der Einbrand tiefer und die Energie lässt sich punktgenau einbringen. Wird quer zur Elektrode geschliffen, also radial, entsteht beim Schweißen ein breiter Lichtbogenkegel. Die Einbrandtiefe wird dadurch geringer und das kann Wurzelbindefehler hervorrufen.
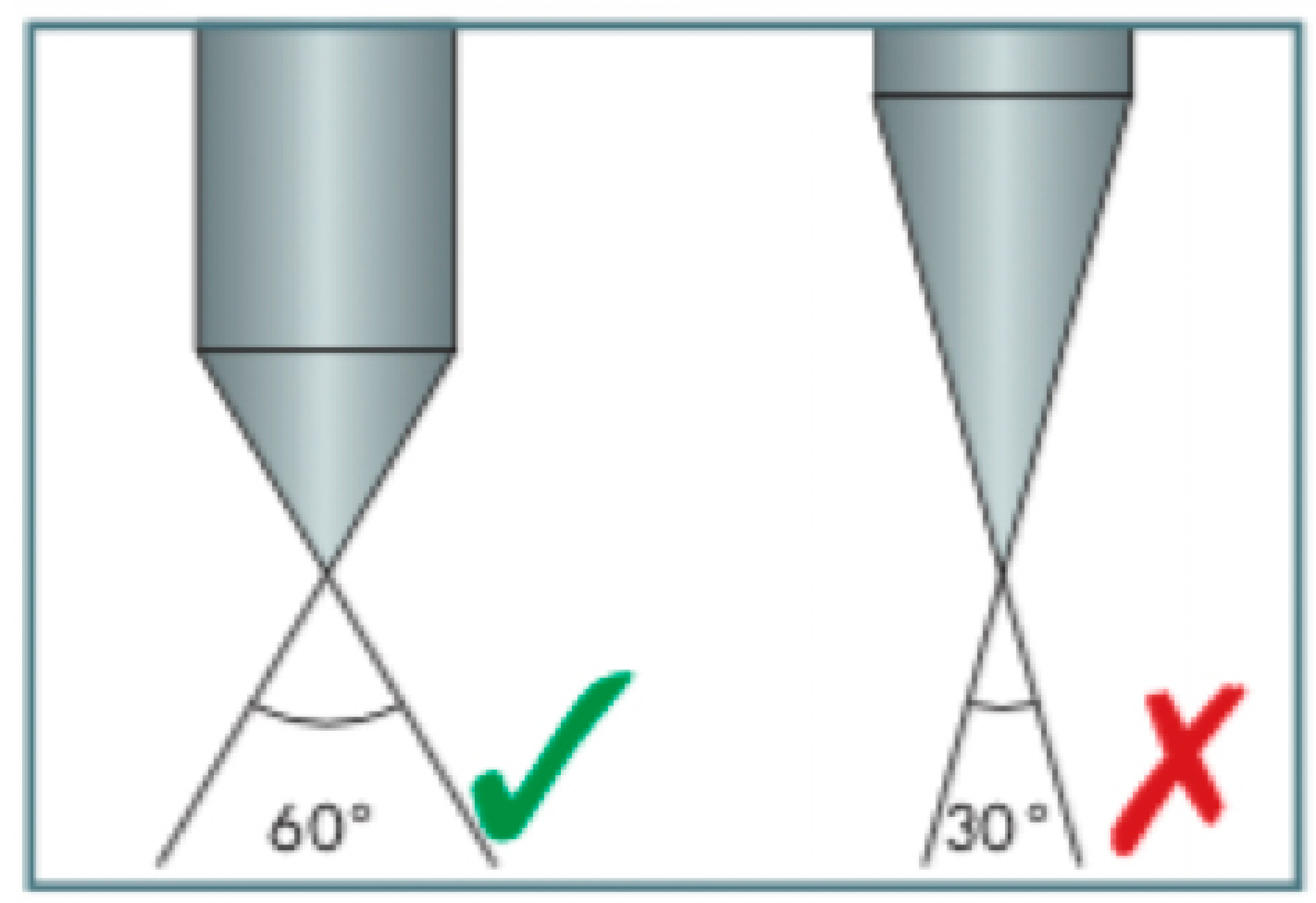
4. Der richtige Winkel ist entscheidend
Das beste Schweißergebnis erzielt man nur, wenn der Anschleifwinkel stimmt. Dabei gilt: Je spitzer die Wolframelektrode angeschliffen ist, desto gezielter lässt sich die Energie einbringen und desto schmaler ist der Einbrand. Bei einer besonders spitz angeschliffenen WIG-Nadel wird die Spitze allerdings auch besonders stark belastet und die Standzeit der Elektrode dadurch eingeschränkt. Darüber hinaus besteht die Gefahr, dass bei einer sehr spitz geschliffenen Spitze Wolfram in das Schweißbad gelangt und dieses verunreinigt. Zu stumpf geschliffenen WIG-Nadeln sind ebenfalls problematisch, denn schweißt man diese mit der gleichen Schweißstromstärke wie eine spitze WIG-Nadel wird der Einbrand breiter und weniger fokussiert. Für die besten Schweißergebnisse ist daher ein Anschleifwinkel von 60° zu empfehlen.
5. Erst anspitzen, dann abflachen
Experten raten dazu, die Spitze der Wolframelektrode nach dem Anschliff abzuflachen. Als Richtwert gelten zehn Prozent des Elektrodendurchmessers ‒ eine Elektrode mit einem Durchmesser von 1,6 Millimetern hat dann eine stumpfe Spitze von ca. 0,15 Millimetern. Abgeflachte Spitzen an den WIG-Nadeln wirken sich günstig auf den Austritt der Elektroden aus und verhindern, dass sich Wolframpartikel aus der Spitze lösen. Ein weiterer positiver Effekt abgestumpfter oder abgeflachter WIG-Nadeln ist, dass die Elektrode insgesamt weniger belastet wird und sich ihre Standzeit damit verlängert.
Wenn’s auf die Kalotte ankommt
Wird mit Wechselstrom geschweißt, geht man beim Anschleifen der WIG-Nadel anders vor: Damit sich die notwendige Kalotte bilden kann, muss die Wolframelektrode in diesem Fall nämlich flach angeschliffen werden. Die kugelige Kalotte lässt sich leichter hervorbringen, wenn die WIG-Nadel in einem Winkel von 45° angeschliffen oder angefast wird. Zündet eine dotierte Wolframelektrode nicht gut, empfiehlt es sich, die Schweißelektrode um mindestens eine Kalottenlänge zu kürzen und erneut anzufasen.
Kleiner Tipp: Eine besonders schöne Kalotte entsteht dann, wenn man mit einer Hand den Brenner hält und den Lichtbogen zündet und mit der anderen kurz den Strom an der Schweißstromquelle erhöht.

Ist der Schweißstrom übrigens zu groß für den gewählten Elektrodendurchmesser, wird auch die Kalotte größer als dieser. In diesem Fall sollte man dann für den Schweißprozess auf den nächstgrößeren Elektrodendurchmesser zurückgreifen.
Welches Gerät sollte man zum Anschleifen von Wolframelektroden am besten verwenden?
Gleich vorweg: ein Winkelschleifer, ein Schleifstein oder ein Schleifmopp eignen sich nicht zum Anschleifen von WIG-Nadeln. Besser ist ein Elektrodenschleifgerät, das es als Trocken- oder Nassschleifgerät im Handel zu kaufen gibt. Die Investition lohnt sich in jedem Fall, denn die guten Schweißergebnisse am Ende zahlen sich aus.
Wenn die Schweißnadeln häufig geschliffen werden müssen, ist die Anschaffung eines Nassschleifgerätes sinnvoll, da es zusätzlich kühlt. Bei Trockenschleifgeräten kann man durch die Reibung an der Schleifscheibe während des Schleifprozesses nämlich kleine Funken sprühen sehen – bei häufigem Schleifen wird das problematisch. Das Schleifen der WIG-Nadeln selbst ist in wenigen Schritten erledigt und auch unter gesundheitlichen Gesichtspunkten eine sichere Sache, denn das Gerät nimmt den Schleifstaub direkt auf, sodass dieser nicht in die Atmungsorgane gelangt.
Das Elektrodenschleifen mit einem Trockenschleifgerät:




Wer möglichst lange etwas von seiner Wolframelektrode haben möchte, darf nicht vergessen, dass das Dotierungselement langsam aus der Spitze der WIG-Schweißnadel verdampft. Ideal ist daher eine Wolframelektrode, deren zugesetzte Oxide möglichst lange erhalten bleiben. Die E3-Wolframelektrode von ABICOR BINZEL mit dem Oxidzusatz aus Seltenen Erden beispielsweise ist deutlich stabiler als die Elektrode mit Ceriumoxid, da dies vergleichsweise schnell verdampft. Mit einer E3-Schweißnadel sind Sie also wesentlich länger glücklich und müssen auch in bedeutend längeren Zeitabständen die Wolframelektrode anschleifen.
(Quelle: Alexander Binzel Schweisstechnik GmbH & Co. KG)
Schlagworte
EinbrandElektrodenFasenFügetechnikLichtbogenschweißenSchleifenSchweißenSchweißtechnikWolframelektroden





