20.06.2026
Produkte

Die Umformung von Blechen mit Pressverfahren bietet Konstrukteuren vielfältige Gestaltungsmöglichkeiten. Diese können erweitert werden, wenn Gewindebolzen oder Schrauben bereits während des Umformprozesses in das Blech eingebracht werden. Erfolgt das Fügen der Verbindungselemente erst nach der Formgebung manuell, entstehen zusätzliche Arbeitsschritte, die Taktzeit und Kosten beeinflussen können. Das Einpressen von Schrauben direkt im Umformwerkzeug bietet eine Lösung: Wird das Fügeverfahren in den Pressprozess integriert, lassen sich Zeit und Kosten sparen – ohne Einschränkungen bei der Gestaltung. Eine neue Generation von Einpressköpfen sorgt zudem für deutlich höhere Taktzahlen und bietet zugleich die nötige Flexibilität, um kundenspezifische Anforderungen im Werkzeugbau umzusetzen.
Moderne Presswerke arbeiten mit hohen Taktzahlen; je nach Pressengröße sind mehr als 60 Hübe pro Minute üblich. Das Einpressen von Schrauben innerhalb dieser kurzen Zyklen stellt hohe Anforderungen an Prozessverständnis und Systemtechnik. Arnold BlueFastening Systems hat diese Abläufe analysiert und die Einpressköpfe entsprechend weiterentwickelt.
Im Fokus standen eine konstante Leistungsfähigkeit bei hohen Taktzahlen sowie der Einsatz unter beengten Platzverhältnissen im Umformwerkzeug. In Verbindung mit abgestimmten Zuführsystemen entsteht daraus eine Systemlösung für den Einsatz in Presswerken.
Einpressschrauben und Blechumformung in einem Arbeitsgang
Einpresssysteme können Fügeaufgaben direkt während der Blechformung übernehmen. Voraussetzung ist, dass sie auf die Anforderungen der jeweiligen Anwendung abgestimmt sind. Das Einsatzspektrum reicht von großformatigen Blechen für Schienenfahrzeuge oder Busse über Karosseriebleche und Haushaltsgeräte bis zu kleinformatigen Stahlblechteilen, die zu Hohlkörpern weiterverarbeitet werden.

Auch in der Elektrotechnik lässt sich die Einpresstechnik nutzen, etwa für Batterie- und Akkupacks, Anschlüsse an leichten Formteilen oder Busbars aus Kupfer, Aluminium und deren Legierungen. Dabei können unterschiedliche Blechdicken, mehrere Blechlagen sowie hochfeste Stähle bis 900 MPa verarbeitet werden.
Gleichzeitig entfallen kosten- und energieintensive Zwischenschritte wie das Reinigen der Bleche vor dem Schweißprozess oder das Entfernen von Schweißspritzern und Oxidationsschichten im Nachgang. Zudem entstehen beim Einpressen keine Rauch-, Geruchs- oder Dampfemissionen.
Digitaler Zwilling unterstützt die Planung
Investitionen in Presswerke mit Einpressköpfen, Matrizen und Zuführsystemen sind kostenintensiv und erfordern deswegen eine realistische Einschätzung der erreichbaren Leistungsfähigkeit, insbesondere der möglichen Taktzahlen. Da die Anwendungen stark variieren, bildet Arnold den Sortier- und Zuführprozess im Fördergerät als digitalen Zwilling ab. So lassen sich unterschiedliche Szenarien unter praxisnahen Bedingungen simulieren und die Systemauslegung auf den jeweiligen Einsatzfall abstimmen.
Das System umfasst Einpresswerkzeug, Zuführeinheit und kundenspezifisch ausgelegte Einpressschrauben. Die kompakte Einpresskopfvariante V6 ist für hohe Taktzahlen ausgelegt und kann laut Hersteller bei bis zu 60 Hüben/s eingesetzt werden. Ältere Einpresskopfgenerationen lassen sich mit wenigen Anpassungen am Umformwerkzeug austauschen. Bestehende Zuführkomponenten wie der Segment Air Feeder können weiterverwendet werden; die Software wird dabei an die höheren Förderraten angepasst.

Integration und Geschwindigkeit
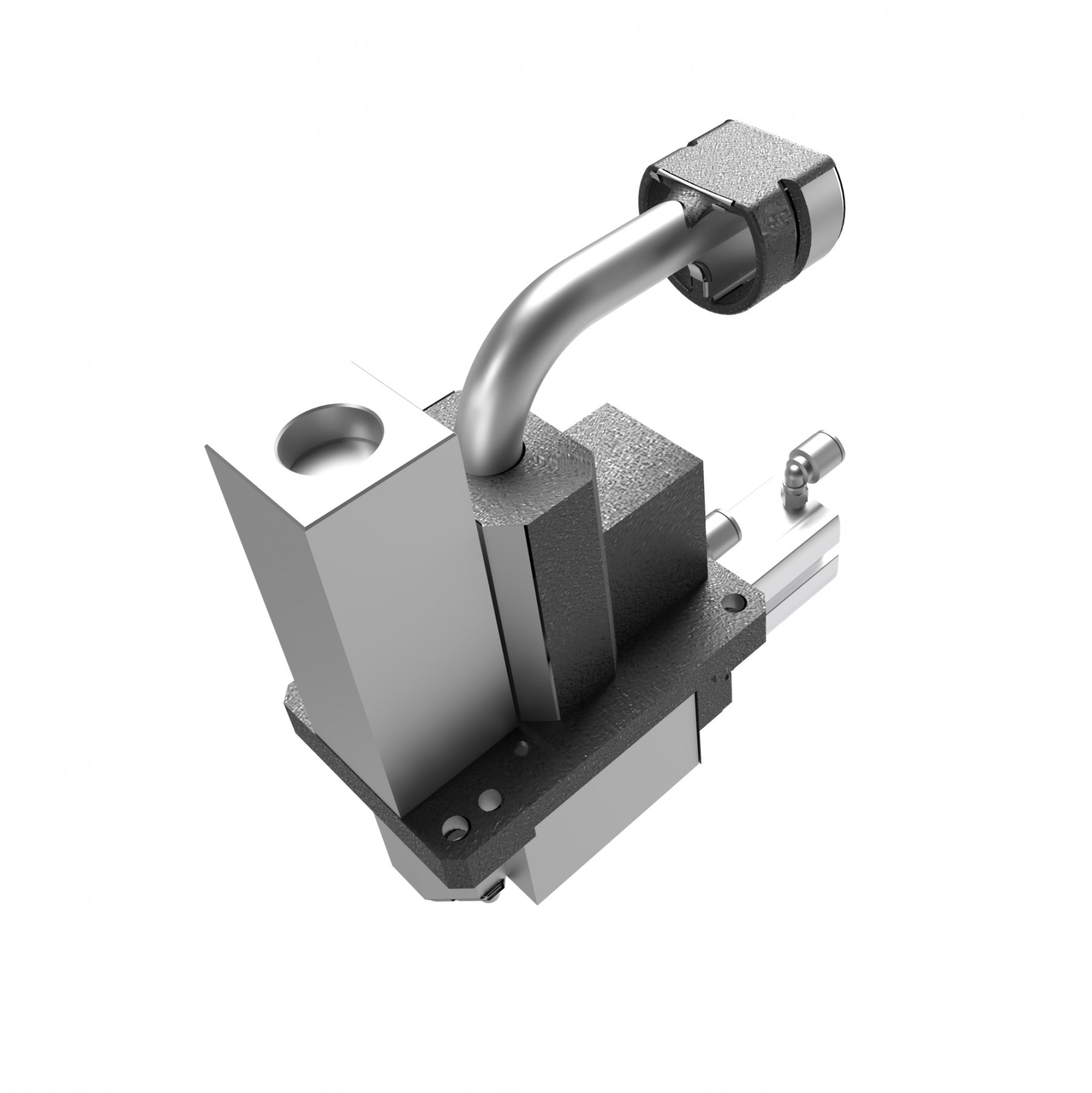
Ein wichtiger Aspekt ist die Integration der Systeme in bestehende Pressen. Der Einpresskopf ist mit 70 mm Breite, 172 mm Höhe und 180 mm Länge kompakt ausgeführt, sodass mehrere Einheiten parallel eingesetzt werden können. Dadurch lassen sich auch bei mehreren Schrauben pro Takt hohe Ausbringungsraten erreichen.
Die Prozessgeschwindigkeit wird durch eine direkte Schraubenbevorratung im Einpresskopf unterstützt. Je nach Schraubengröße werden zwei bis vier Schrauben gemeinsam über den Zuführschlauch im Innern gepuffert. So stehen auch bei hohen Hubzahlen Schrauben am Einpresspunkt bereit. Gleichzeitig kann der Druckluftverbrauch gegenüber der Einzelzuführung reduziert werden.
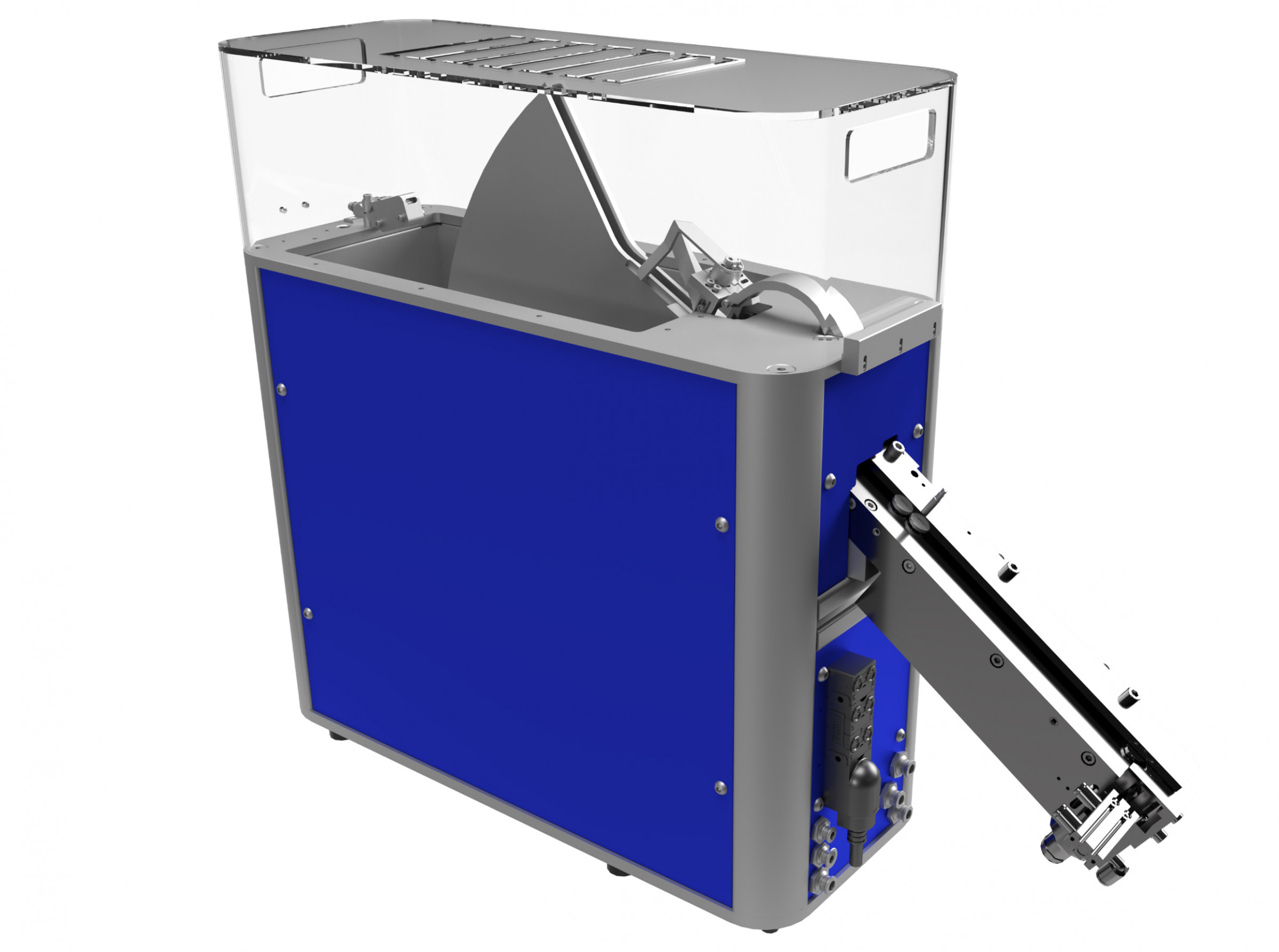
Der modular aufgebaute Einpresskopf lässt sich demontieren und bei Bedarf reinigen. Zur Verringerung von Stillstandszeiten trägt außerdem der Segment Air Feeder mit integriertem Segmentschwert zur Schraubensortierung bei. Anders als bei Vibrationsfördersystemen reiben die Schrauben dabei weniger stark aneinander. Dadurch sinken Materialabrieb und Reinigungsaufwand, insbesondere bei beschichteten Gewinden.
Vielseitig einsetzbar
Die Einpressköpfe eignen sich für unterschiedliche Blecharten und Materialien, weitgehend unabhängig von Blechstärke sowie Schraubenlänge und -durchmesser. Derzeit können Schrauben der Größen M5, M6 und M8 aus den Produktfamilien Rivtex, Strux und Strux HM verarbeitet werden; die genannten Leistungsdaten basieren auf Versuchen mit M8-Schrauben.
Für kleinere Pressen ist das Zuführgerät mobil auf Rollen ausgeführt. Bei größeren Anlagen kann es direkt auf dem Pressentisch installiert werden. Ein weltweiter Kundenservice inklusive Ersatzteilversorgung sorgt für eine hohe Anlagenverfügbarkeit. Spezielle Komponenten können additiv gefertigt und dadurch kurzfristig bereitgestellt werden.
(Quelle: Arnold Group)
Schlagworte
BlecheDigitaler ZwillingEinpressenEinpressköpfeEinpressschraubenFügeverfahrenGewindebolzenPressenhubSchraubenUmformenUmformprozess




