22.02.2021
Technologien

Kupfer und der Elektronenstrahl – zwei wirklich beste Freunde
Beim Schweißen von Kupfer und Kupferlegierungen wird häufig auf Lasertechnologien gesetzt. Der Elektronenstrahl als Werkzeug für solche Schweißaufgaben bleibt oft außer Acht, bietet jedoch gegenüber dem Schweißen mit Laserstrahlen einige Vorteile.
Es gibt zahlreiche Anwendungsfelder, in denen tagtäglich Kupfer und Kupferlegierungen gefügt werden. Dabei sind die Elektrotechnik im Allgemeinen und die Elektromobilität im Besonderen sicherlich tonangebend. Gefügt wird hier nahezu alles, von dünnen Folien über Leiterverbindungen bis hin zu wirklich dicken Querschnitten. Darüber hinaus gibt es eine Vielzahl weiterer Bauteile aus Kupfer und Kupferlegierungen, an denen Schweißungen erforderlich sind – auch in Verbindung mit anderen Werkstoffen. Oft wird für diese Schweißaufgaben der Laser eingesetzt. Dass sich der Elektronenstrahl dafür ebenso gut eignet und darüber hinaus zahlreiche Vorteile bietet, wird dabei vielfach außer Acht gelassen.
Nahezu alle Aufgaben beim Schweißen von Kupfer und Kupferlegierungen kann der Elektronenstrahl am besten und effektivsten auszuführen. Diese Fähigkeit besitzt er seit Jahrzehnten, spielt sie bis heute aus und wird dies auch in Zukunft tun. Die Größe seiner Fangemeinde unter den Experten der Schweiß- und Fügetechnik zeigt de facto allerdings noch deutliches Wachstumspotenzial.

Laserstrahlen und Elektronenstrahlen – zwei wirklich „beste Feinde“?
Faktisch und vernünftigerweise gibt es durchaus eine Art Wettstreit zwischen Laser- und Elektronenstrahlverfahren. Dieser Wettstreit hat keineswegs einen feindlichen Charakter, weist jedoch ein gewisses Ungleichgewicht auf. Eine Ursache für das noch zu oft unterschätzte Können der Elektronenstrahltechnologien beim Schweißen liegt unter anderem darin begründet, dass zu wenige Fachleute in der Industrie mit den vielseitigen Möglichkeiten der Elektronenstrahl-Anwendung vertraut sind. Sei es, weil sie während ihrer Ausbildung darüber zu wenig erfahren haben, oder weil die Popularität des Lasers einfach größer ist. Folglich werden Kupfer und Kupferlegierungen häufig und bewusst herasusfordernd mit dem Laser geschweißt, ohne dass Alternativen in Erwägung gezogen werden.
Werden Laserstrahlen für das Schweißen von Kupferwerkstoffen genutzt, setzt man entweder auf eine frequenzgewandelte grüne oder blaue Laserstrahlung oder aber auf infrarote Laserstrahlen, die im Vakuum genutzt werden. Grüne oder blaue Laser sind aus wirtschaftlicher Perspektive kritisch zu sehen, da sie anlagentechnisch sehr teuer und energetisch ineffizient sind – im Vergleich dazu ist der Elektronenstrahl deutlich im Vorteil: Die Investitionskosten für eine Elektronenstrahlmaschine sind absolut vergleichbar mit denen einer Laseranlage – nicht des Lasers allein – , die dieselben Aufgaben erfüllen soll. Als Verbrauchsteil besitzt eine Elektronenstrahl-Maschine allerdings einzig und allein die Kathode, welche eine Standzeit von sehr vielen Strahl-ein-Stunden besitzt und nur wenige zehn Euro kostet. Unschlagbar aber ist die energetische Effizienz einer Elektronenstrahl-Maschine. Exakte Messungen über einen ganzen Arbeitszyklus mit allen Nebenzeiten und 6 kW Strahl haben nachgewiesen, dass mehr als 50 Prozent der aus dem Netz entnommenen elektrischen Leistung als Strahlleistung am Bauteil ankommen. Und mit höherer Strahlleistung – für größere Querschnitte – steigt dieser Prozentsatz weiter an.

Beim Schweißen von Kupferwerkstoffen im Vakuum kann der Elektronenstrahl ebenfalls punkten, da er im Vakuum − technisch gesehen – ohnehin zu Hause ist. Doch warum eignet sich der Elektronenstrahl so hervorragend zum Kupferschweißen? Wie der Laser kann auch der Elektronenstrahl mit höchster Leistungsdichte auf das Werkstück appliziert werden, allerdings wird die Energie des Elektronenstrahls beim Auftreffen sofort zu mehr als 95 Prozent in Schweißwärme umgewandelt, was für den Prozess und die Wirtschaftlichkeit gleichermaßen deutliche Vorteile mit sich bringt. Reflexionsprobleme treten beim Schweißen von Kupfer und Kupferlegierungen mit dem Elektronenstrahl zudem nicht auf, auch die hohe Wärmeleitfähigkeit der Kupferwerkstoffe stellt wegen der möglichen hohen Schweißgeschwindigkeit kein Hindernis dar.
Bei den Bauteilgeometrien oder -dicken gibt es ebenfalls nahezu keine Einschränkungen für den Elektronenstrahl: Dank des Tiefschweißeffektes ist es möglich, Querschnitte mit einer Dicke von zig Millimetern in einem einzigen Durchgang zu verschweißen – in unterschiedlichsten Fügestellengeometrien und ohne Zusatzwerkstoff. Und durch die präzise Leistungssteuerung lassen sich andererseits auch dünnste Folien mit dem Elektronenstrahl fügen.
Große Anwendungsvielfalt
Die Schweißparameter sollten, wie immer, für jede Schweißanwendung im Vorfeld sorgfältig ermittelt werden, denn dafür gibt es auch beim Elektronenstrahlschweißen kein Patentrezept. Sowohl beim Elektronenstrahlschweißen als auch beim Laserschweißen gilt es dabei einen Kompromiss zu finden im Verhältnis der Schweißeignung des Kupferwerkstoffs zu den anderen für die jeweilige Anwendung erforderlichen Werkstoffeigenschaften. Sind die Schweißparameter aber einmal richtig eingestellt, sind beim Schweißen mit dem Elektronenstrahl zuverlässig spritzerfreie Nahtoberraupen möglich.

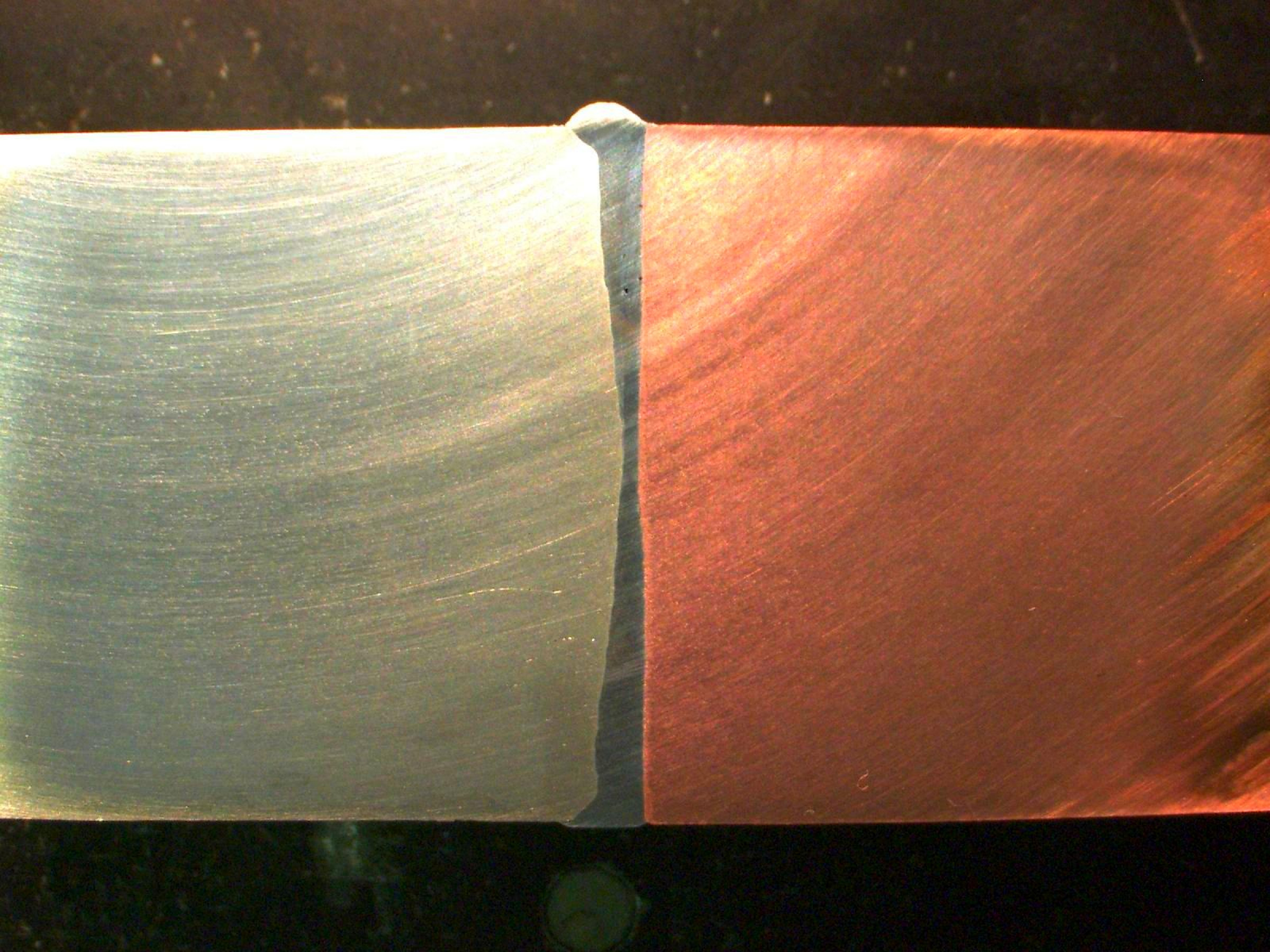
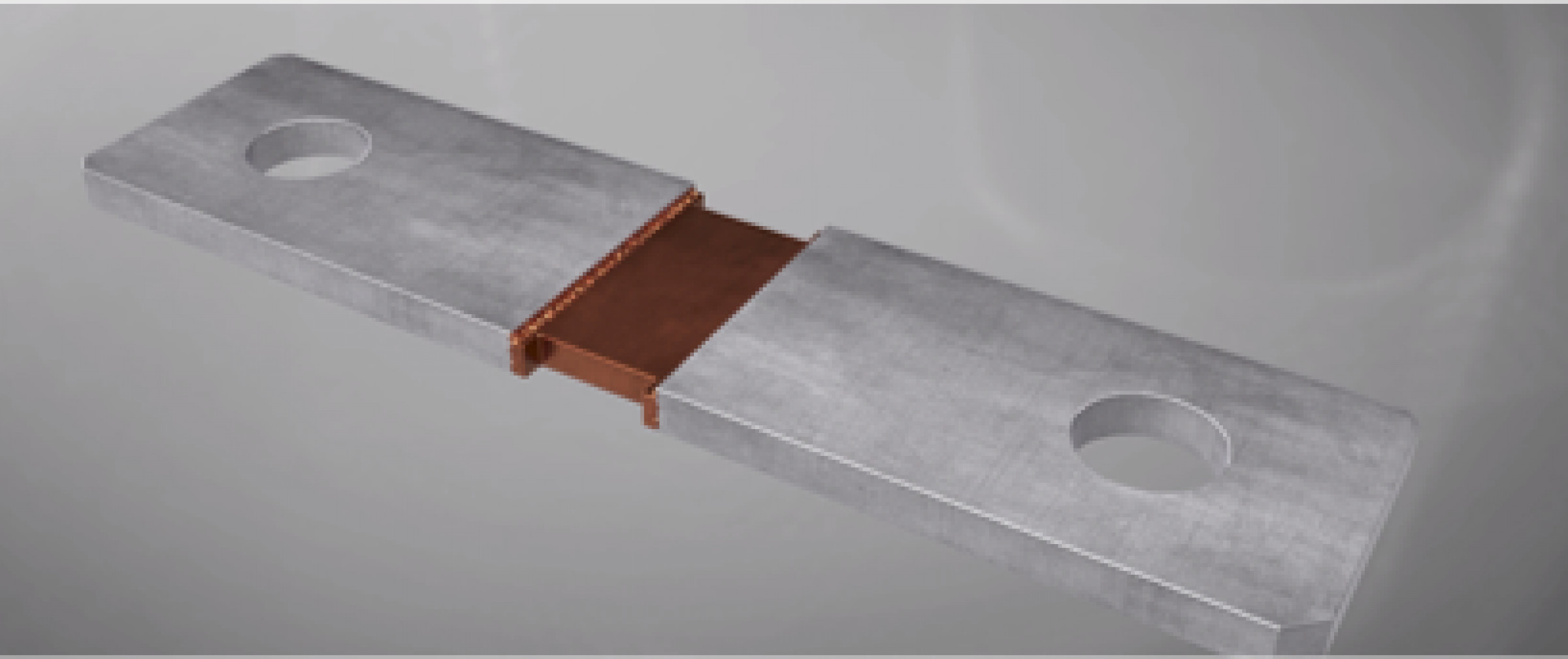
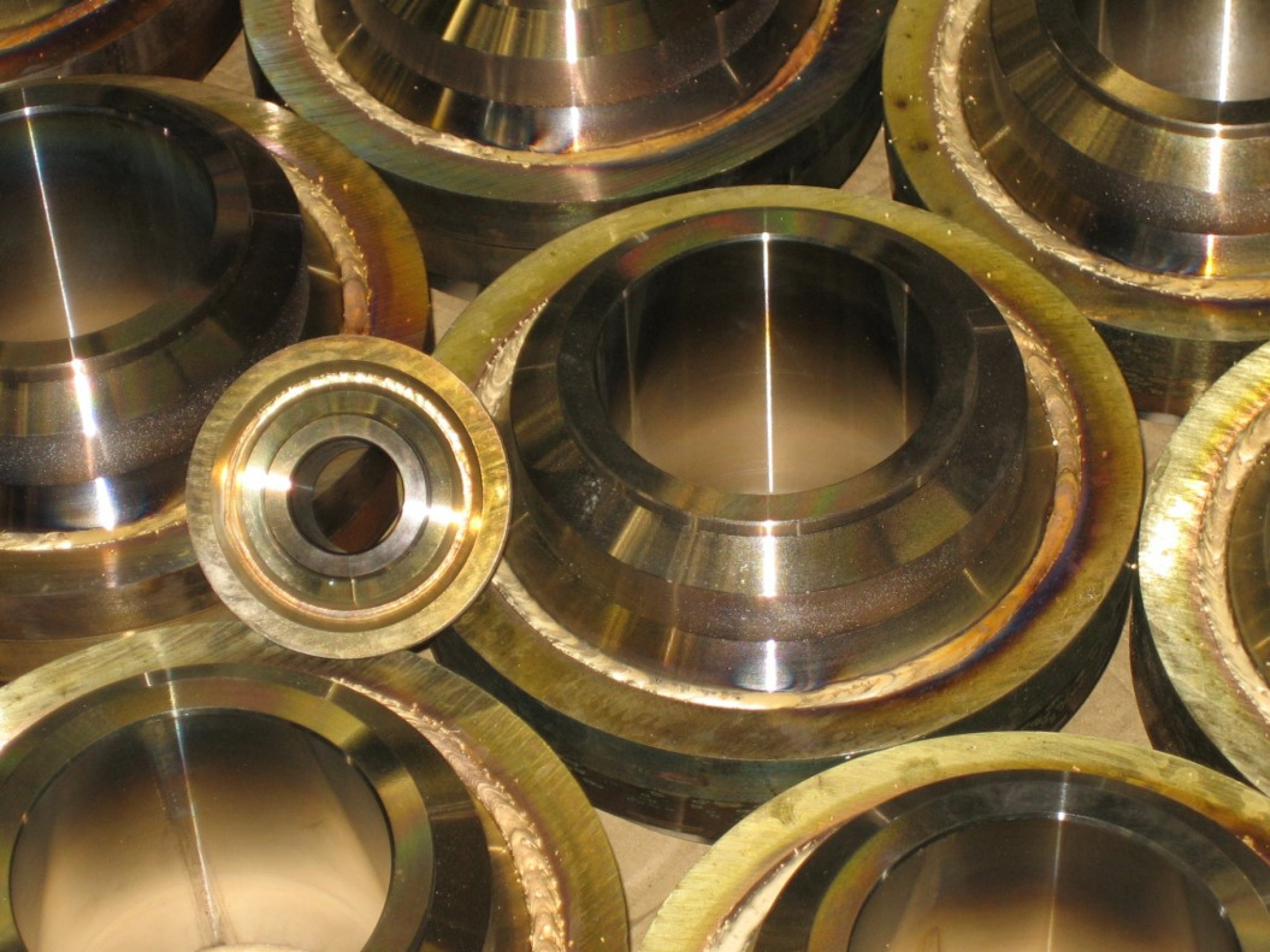
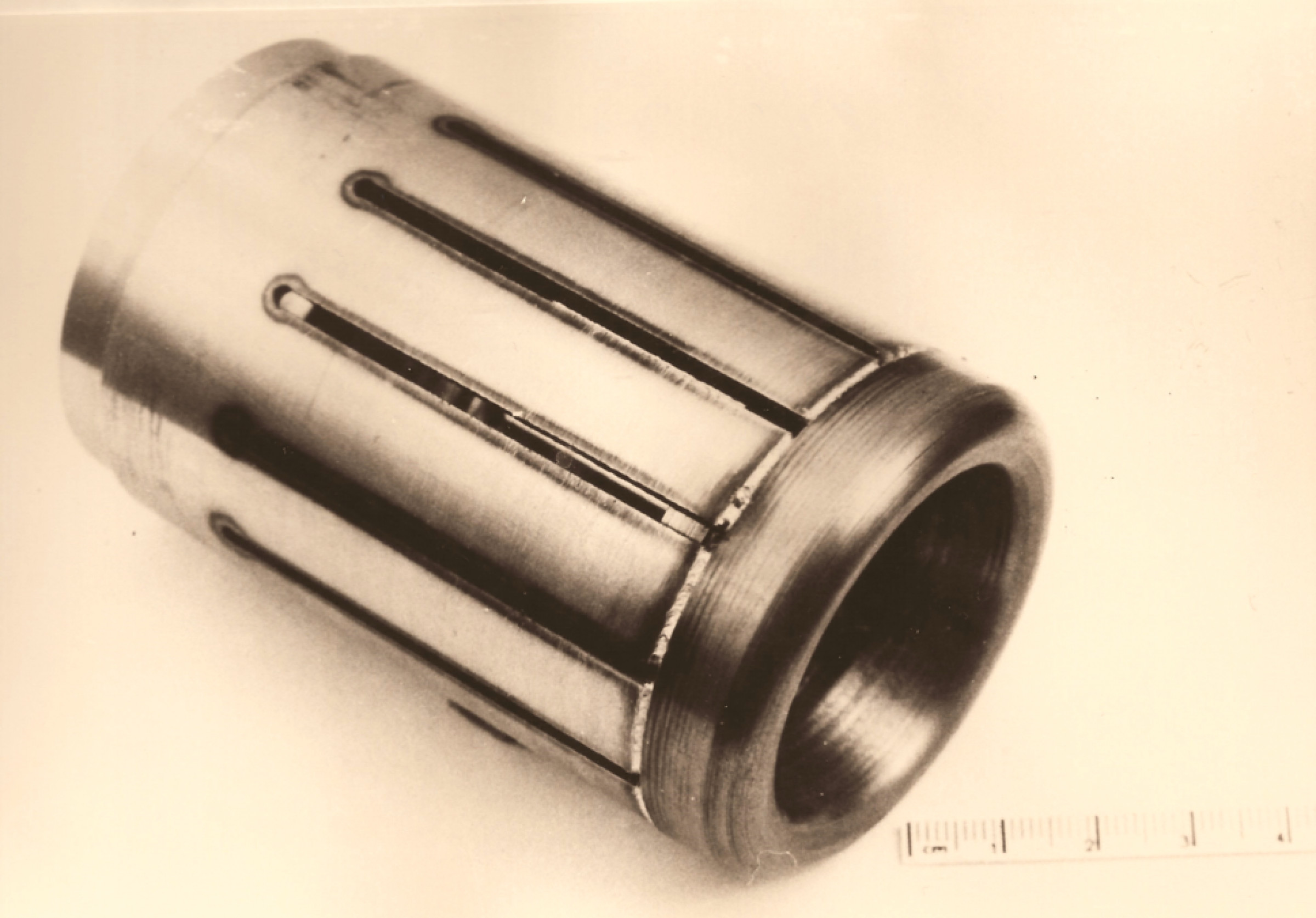

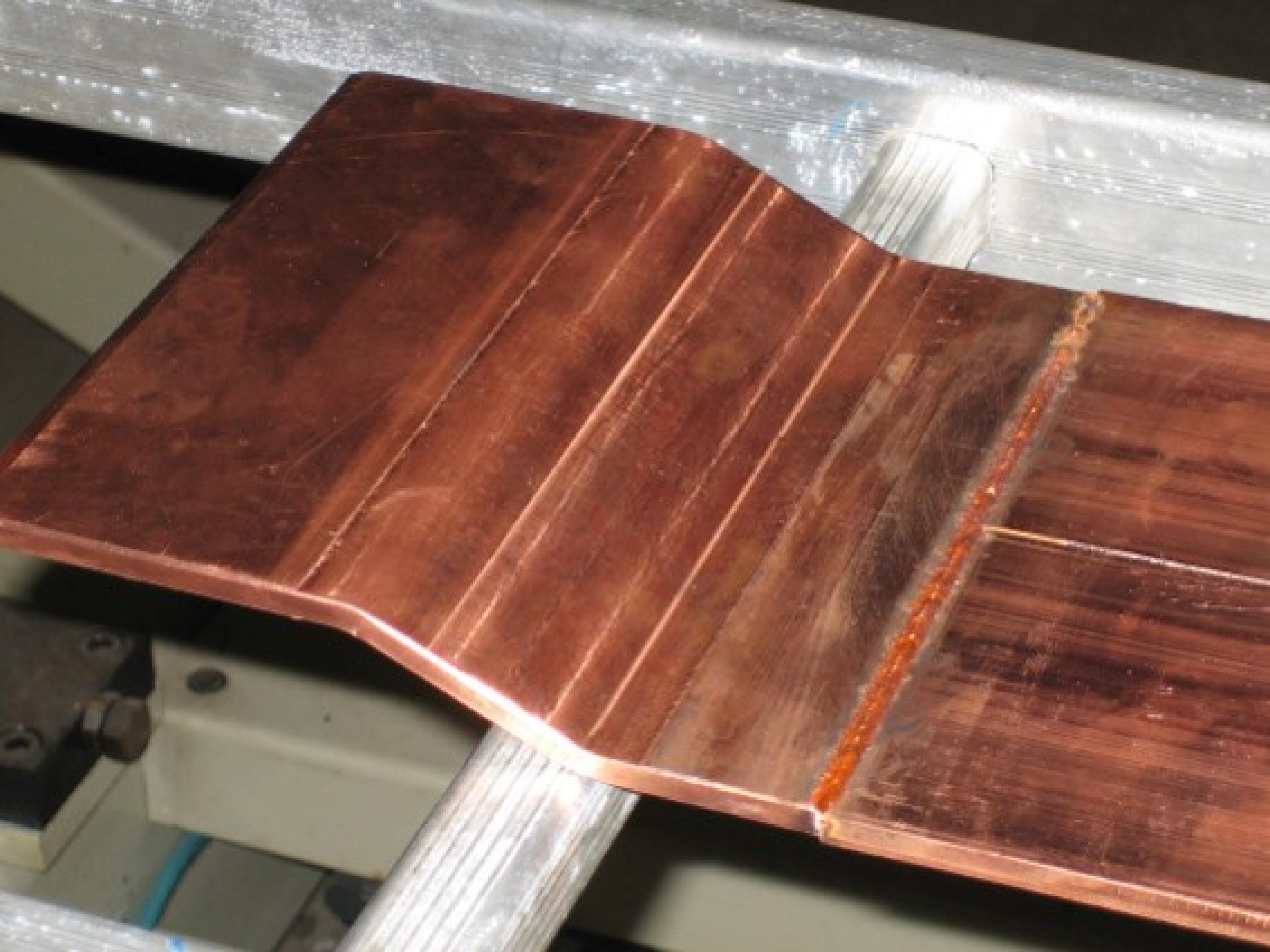
Die Palette erfolgreicher Schweißungen mit dem Elektronenstrahl ist sehr groß, die hier nur zur Illustration gezeigten Bilder können einen Eindruck vermitteln. Sie zeigen sowohl Bauteile in kleinen Stückzahlen, ggf. auch in der Losgröße 1, als auch Massenteile. Die verwendeten Maschinen sind zumeist anwendungsspezifisch ausgelegt, für die Massenfertigung oft voll integriert in automatisierte Fertigungslinien oder -zellen. Universalmaschinen kommen vorzugsweise bei Lohnfertigern zum Einsatz, was auch ein durchaus geeigneter Weg ist, um in diese Technologie einzusteigen.
Moderne Elektronenstrahlmaschinen – insbesondere solche mit Schleusentechnik − sind in der Lage, das erforderliche Arbeitsvakuum in wenigen Sekunden zu erreichen Dadurch ist gewährleistet, dass sie kein Produktivitätshindernis darstellen. Vielfach wird auch eine Mehrfachbestückung der Bauteilaufnahmen angewendet. Und Bandschweißmaschinen, die beispielsweise für Präzisionswiderstände aus drei Komponenten (Kupfer plus andere Metalle) oder stählerne Sägebänder genutzt werden, arbeiten mit hoher Geschwindigkeit im Durchlauf.
Kein Vakuum ist auch eine Lösung
Besonders hinzuweisen ist auch auf die Möglichkeit, Kupferbauteile an freier Atmosphäre mit dem Elektronenstrahl zu schweißen, also ohne Vakuumkammer. Von Vorteil ist dies insbesondere bei großen Bauteilabmessungen. Und last but not least ist auch die Additive Fertigung ganzer Strukturen unter Verwendung von Draht mit dem Elektronenstrahl – sowohl im Vakuum als auch an der Atmosphäre – inzwischen weit fortgeschritten.
(Textquelle: Schulze-Consulting, Bildquellen: PTR Strahltechnik GmbH, Steigerwald Strahltechnik GmbH, pro-beam GmbH & Co. KGaA, ZIS Halle, Leibniz Universität Hannover)
Schlagworte
ElektronenstrahlElektronenstrahlschweißenFügetechnikSchweißenSchweißtechnik





