22.06.2026
Wissenswertes

Schweißfachkräfte sind heute gefragter denn je – und trotzdem gilt dieser Schlüsselberuf für viele als unattraktiv. Einer der Gründe: Schweißrauch. Doch wie gefährlich ist er wirklich? Und wie lässt sich das Risiko wirksam kontrollieren? Ein Blick hinter die Kulissen zeigt: Wer die Zusammenhänge versteht und die richtigen Maßnahmen setzt, kann Schweißrauch zuverlässig minimieren – und sicher arbeiten.
Was ist Schweißrauch und wie entsteht er?
Beim Lichtbogenschweißen erreicht der Lichtbogen mehrere tausend Grad. Metall verdampft, reagiert und kondensiert – Schweißrauch entsteht. Er besteht aus gasförmigen Komponenten wie Ozon, Kohlenmonoxid, Kohlendioxid oder Stickstoffoxiden sowie partikelförmigen Komponenten wie Eisen-, Nickel- und Bleioxiden, Mangan oder Chrom-VI-Verbindungen. Bemerkenswert: Rund 95 % der Emissionen stammen aus dem Zusatzwerkstoff, also dem Draht, der kontinuierlich ins Schmelzbad geführt wird.
Die Gefahr ist weniger sichtbar als spürbar: Ein Großteil der Partikel ist ultrafein – häufig kleiner als 1 µm, einzelne sogar unter 0,1 µm. Solche Partikel erreichen die Alveolen, also die Bläschen, in denen der Gasaustausch in der Lunge stattfindet. Von dort können sie – je nach Zusammensetzung – in den Blutkreislauf übergehen. Die Folgen reichen von chronischen Atemwegsbelastungen (z. B. Siderose bei Eisenoxiden) über toxische Wirkungen (z. B. durch Kohlenmonoxid, Stickstoffoxide, Ozon oder Manganoxide) bis hin zu kanzerogenen Risiken bei Chrom-VI-Verbindungen oder Nickeloxid, insbesondere beim Schweißen hochlegierter Stähle.

Grenzwerte helfen – ersetzen aber nicht die Verantwortung
Natürlich gibt es Leitplanken. In Österreich unterscheidet man MAK-Werte (Maximale Arbeitsplatz-Konzentration) und TRK-Werte (Technische Richtkonzentration). Während MAK-Werte bei Einhaltung als gesundheitlich unbedenklich gelten, bieten TRK-Werte keine Risikofreiheit – sie sind ein technischer Richtwert, oft für Stoffe, deren Unbedenklichkeit nicht gesichert ist, wie zum Beispiel für Chrom-VI-Verbindungen. Hier liegt der Richtwert bei 0,02 mg/m3.
Ein Blick über die Grenzen zeigt Unterschiede: Die Niederlande sind mit 1 mg/m3 A-Staub (alveolengängiger Staub) besonders streng, Deutschland liegt bei 1,25 mg/m3, Österreich (wie etwa Frankreich, Belgien, Norwegen oder die USA und Kanada) bei 5 mg/m3 Umgebungsluft. Wichtig: Grenzwerte, Normen und Regelwerke sind eine Momentaufnahme und können sich jederzeit ändern. Betriebe sollten regelmäßig die aktuellen nationalen Vorgaben prüfen und die Gefährdungsbeurteilung entsprechend anpassen.
Der systematische Weg: das STOP-Prinzip
Wirksame Schweißrauchreduktion folgt einer klaren Hierarchie – dem STOP-Prinzip. Maßnahmen sind in dieser Reihenfolge zu priorisieren: Substitution und technische Lösungen wirken als Kollektivschutz und schützen damit auch Personen in der Umgebung. Organisatorische Maßnahmen senken hauptsächlich die Restexposition. Persönliche Schutzausrüstung (PSA) schützt ausschließlich die Einzelperson und bildet deshalb stets die letzte Stufe der Hierarchie.
S – Substitution: emissionsärmere Verfahren (z. B. WIG), alternative Schweißdrähte und Schutzgase, optimierte Lichtbogenlänge
T – Technische Maßnahmen: Absaugschweißbrenner, automatisierte Zellen, Absaughauben
O – Organisatorische Maßnahmen: rückstandsfreie Bauteile, saubere und gut strukturierte Arbeitsplätze, Expositionszeit reduzieren, Fremdpersonen fernhalten, regelmäßige Unterweisung
P – Persönliche Maßnahmen: Atemschutz, wenn alle vorherigen Maßnahmen nicht ausreichen

Ein wirksamer Hebel liegt in den Händen derer, die tagtäglich schweißen:
Wenn der Lichtbogen den Unterschied macht
Wie stark sich Einstellungen am Schweißgerät auf die Schweißrauchemission auswirken, zeigt eine Untersuchung der Aachener Gesellschaft für Forschungs- und Fügetechnik (FEF) gemeinsam mit Fronius: Nicht nur das Verfahren, sondern auch die Parametereinstellung hat einen erheblichen Einfluss auf die Fume Emission Rate (FER).
Im Vergleich verschiedener Prozessvarianten – Standardlichtbogen, Low-Spatter-Control-Lichtbogen (LSC) und Impulslichtbogen – erwies sich der Impulslichtbogen als jener Prozess, der den stabilsten Werkstoffübergang und die niedrigste Emissionsrate erzeugte. Die Prozessparameter wie Drahtvorschubgeschwindigkeit, Spannung und Stromstärke wurden dabei gleich belassen.
Geschweißt wurde mit einem G-3Si1-Draht (Ø 1,2 mm) auf warmgewalztem unlegiertem Baustahl (S235JR) mit dem Schutzgas M21 (82 % Ar/18 % CO2), vollmechanisiert und unter reproduzierbaren Bedingungen.
Was die Messreihen zum Ausdruck brachten
Auftragraupen:
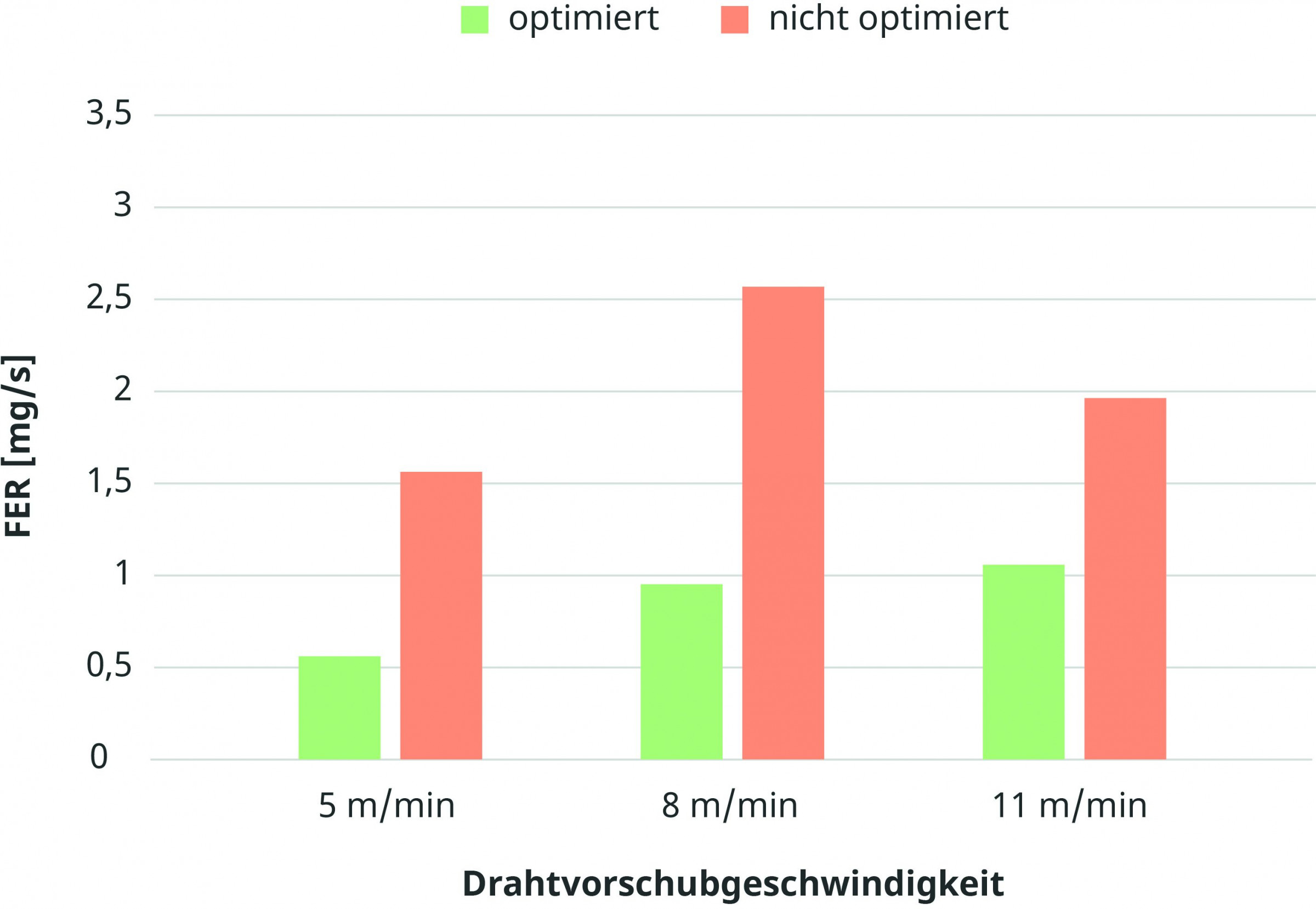
Beim Schweißen mit Absaugschweißbrenner zeigten sich besonders niedrige FER-Werte bei einer Drahtvorschubgeschwindigkeit von 5 m/min und neutraler Brennerhaltung. Überraschend war, dass die FER bei 11 m/min niedriger ausfiel als bei 8 m/min. Der Grund: Bei 8 m/min kam es im Versuch zu vermehrten Kurzschlüssen, die die Emission erhöhten. Konstant zeigte sich: Eine schleppende Brennerführung reduzierte die Emissionen über alle Drahtvorschübe hinweg leicht.
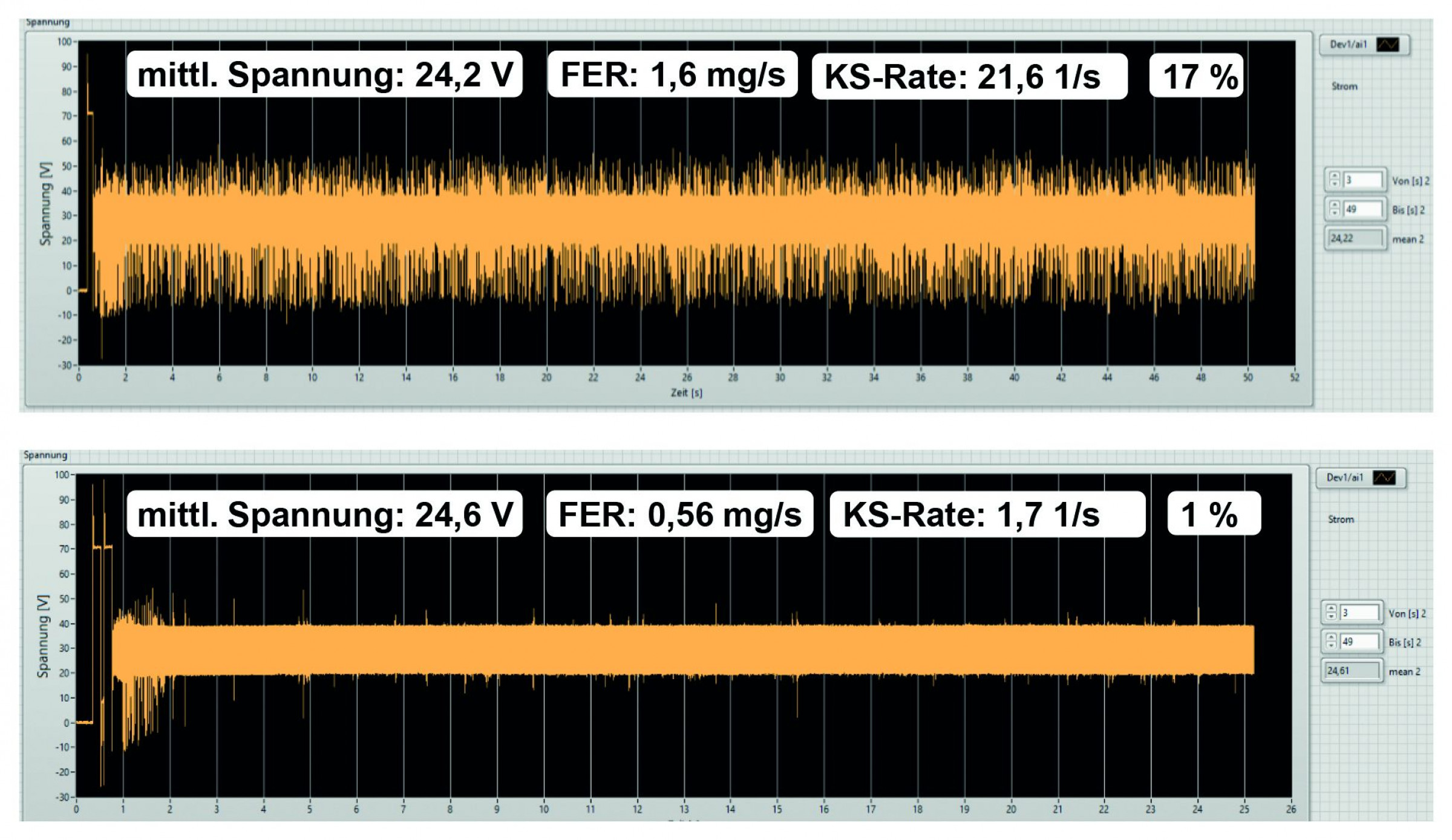
Die größte Wirkung erzielte jedoch die Lichtbogenlängenkorrektur. Bereits eine moderate Erhöhung der mittleren Spannung – etwa um +0,4 V – reduzierte die FER bei allen Drahtvorschüben deutlich. (Grafik 2) Der physikalische Hintergrund: Eine optimal eingestellte Lichtbogenlänge minimiert Kurzschlusserscheinungen. Weniger Kurzschlüsse bedeuten einen ruhigeren Werkstoffübergang – und dadurch weniger Metalldampf und weniger Rauch.
Kehlnähte:
Hier lagen die Emissionen insgesamt niedriger, zeigten aber das gleiche Verhalten:
- 5 m/min Drahtvorschub: ca. 0,55 mg/s
- 8 m/min Drahtvorschub: ca. 0,7 mg/s
- 11 m/min Drahtvorschub: ca. 1,7 mg/s

Auch hier zeigte sich die schleppende Brennerführung beim Schweißen mit Absaugschweißbrenner als vorteilhaft, insbesondere bei hohen Drahtvorschüben. Ein Detailversuch bei 11 m/min ergab ein FER-Minimum bei einer Korrektur von −1,5 Volt. Wurde der Lichtbogen verlängert oder verkürzt, stieg die Emission wieder – entweder durch höhere Prozessleistung oder vermehrte Kurzschlüsse.
Die Essenz für die Werkstatt
Der Prozess ist die Basis: Der Impulsprozess liefert bei vielen Anwendungen einen besonders günstigen Werkstoffübergang.
Lichtbogenlänge feinjustieren: Der Lichtbogen sollte möglichst kurz gehalten werden, sodass der Prozess mit einer geringen, aber stabilen Kurzschlussfrequenz arbeitet.
Drahtvorschub optimieren: Die Drahtvorschubgeschwindigkeit von 5 m/min überzeugte im Versuch mit den geringsten Emissionswerten. Grundsätzlich gilt: Bleibt der Schweißprozess gleich, ist eine niedrigere Lichtbogenleistung vorteilhaft.
Rauch einfangen, bevor er sich verteilt
Neben Verfahren und Parametern ist die richtige Erfassung zentral. Absaugschweißbrenner wie der Fronius MTW 500i Exento holen den Rauch dort ab, wo er entsteht: direkt im Schmelzbad. In Verbindung mit einer leistungsstarken mobilen Fronius Exento-HighVac-Absaugung können sehr hohe Erfassungsgrade bis zu 99 % erreicht werden, da der Rauch unmittelbar an der Entstehungsstelle abgeführt wird. Wichtig: Der Volumenstrom der Brennerabsaugung ist innerhalb eines optimalen Bereichs zu halten; zu niedrige Werte mindern die Erfassungsleistung, zu hohe können Schutzgasabriss, Spritzer oder Nahtunregelmäßigkeiten begünstigen. Empfohlen wird die regelmäßige Überprüfung mit einem geeigneten Volumenstrom-Messgerät.

Überall dort, wo kein Absaugschweißbrenner verwendet werden kann – etwa beim E-Hand-Schweißen –, bietet die mobile Exento-LowVac-Absaugung eine wirksame Alternative. Sie arbeitet mit einer strömungsoptimierten, drehbaren Absaughaube, die einen großen Erfassungsbereich abdeckt. Zudem verfügt sie über eine große Filterfläche und eignet sich ideal für häufig wechselnde Arbeitsplätze.
Sämtliche Exento-Systeme erfüllen die Anforderungen der DIN EN ISO 21904-1 für das Erfassen und Abscheiden von Schweißrauch. Diese Norm legt die allgemeinen Anforderungen an lokale Erfassungseinrichtungen fest – einschließlich der Konstruktion von Absaughauben, Leitungsführung, Filtereinheiten, Luftmengen, Warnsystemen sowie sicherheitsgerechten Arbeitsplatzanweisungen. Ihr Ziel ist es, sicherzustellen, dass Schweißrauch möglichst vollständig und möglichst nah an der Entstehungsstelle erfasst und zuverlässig abgeschieden wird.

Persönliche Schutzausrüstung: Schweißhelme mit Gebläsefiltereinheit
Dort, wo technische Absaugung an Grenzen stößt oder Schweißer/-innen zusätzlichen Schutz benötigen, spielt persönliche Schutzausrüstung eine entscheidende Rolle. Gebläseunterstützte Schweißhelme (PAPR – Powered Air Purifying Respirators) schützen zuverlässig vor feinsten Schweißrauchpartikeln, indem sie permanent gefilterte, saubere Atemluft in den Helm leiten.
Die Kombination aus Überdruck im Helm und hochwirksamen Partikelfiltern reduziert die Schadstoffbelastung erheblich – besonders bei Arbeiten in engen Räumen, schwer zugänglichen Bereichen oder bei Prozessen ohne direkte Punktabsaugung. Fronius bietet hierzu moderne Fronius Vizor-Air-Schweißhelme mit Gebläsefiltereinheit. Ein gleichmäßiger Luftstrom, reduzierte Wärmebelastung und ein ungehindertes Sichtfeld unterstützen präzises Arbeiten selbst bei langen Schichten.

Fazit: Schweißrauch ist kein Schicksal
Schweißrauch lässt sich beherrschen. Mit der richtigen Kombination aus moderner Prozessführung, parametrischer Feinjustierung, punktgenauer Absaugung und persönlicher Schutzausrüstung wird der Arbeitsplatz nicht nur sicherer – sondern auch produktiver und attraktiver. Oder kurz gesagt: Die Fume Emission Rate ist kein Naturgesetz. Sie ist eine Stellgröße und Schweißfachkräfte haben viele dieser Stellschrauben selbst in der Hand.
(Quelle: Fronius Welding)
Schlagworte
AbsaugschweißbrennerAtemschutzGesundheitsschutzLichtbogenschweißenSchutzgasSchweißdrahtSchweißenSchweißgeräteSchweißhelmSchweißrauchSchweißrauchabsaugungWIG-Schweißen





