27.03.2021
Veranstaltung
Technologien

LSE´21: Elektrisierende Inspirationen aus Aachen
Die Elektromobilität macht auch online neugierig: Rund 60 Teilnehmer interessierten sich auf dem 3. Lasersymposium Elektromobilität LSE für die Megatrends der Elektrifizierung. Online erfuhren sie auf der Veranstaltung des Fraunhofer-Instituts für Lasertechnik ILT, wie laserbasierte Verfahren immer mehr Bereiche der Elektroauto-Produktion erobern – vom Schneiden, Schweißen, Reinigen, Beschichten bis hin zum Trocknen und Strukturieren. Im Kommen sind außerdem u.a. KI-Auswertung, Echtzeit-Messung, Automatisierung über die komplette Prozesskette und der Einstieg in die Batterie-Großserien-Fertigung.
2020 war für Fahrzeughersteller ein Schicksalsjahr: Die Corona-Pandemie bremste die Herstellung von klassischen Fahrzeugen mit Verbrennungsmotor aus, während die Elektromobilisierung an Fahrt aufnahm. Professor Arnold Gillner, Leiter des Kompetenzfeldes Abtragen und Fügen am Fraunhofer ILT in Aachen: „Damit uns nicht das gleiche Los wie die Photovoltaik trifft, müssen wir dabei sein.“ Der Wissenschaftler spielte auf die beherrschende Marktposition asiatischer Konzerne an.

Fertigungsverfahren aus Anwendersicht
Forschung und Industrie stellen bereits die Weichen hin zur prozessorientierten Serienproduktion der wichtigsten Komponenten. Über das spannende Zusammenspiel von zwei Forschungsstätten berichtete auf der virtuellen Veranstaltung Marc Hummel, wissenschaftlicher Mitarbeiter am Lehrstuhl für Lasertechnik LLT der RWTH Aachen University: „Wir erforschen mit den Experten des Deutschen Elektronen-Synchrotron (DESY) in Hamburg, wie sich mit Hilfe von Synchrotron-Strahlung die Schmelzbaddynamik und die Entwicklung von Dampfkapillaren beim laserbasierten Schweißen sichtbar machen und so analysieren lässt.“
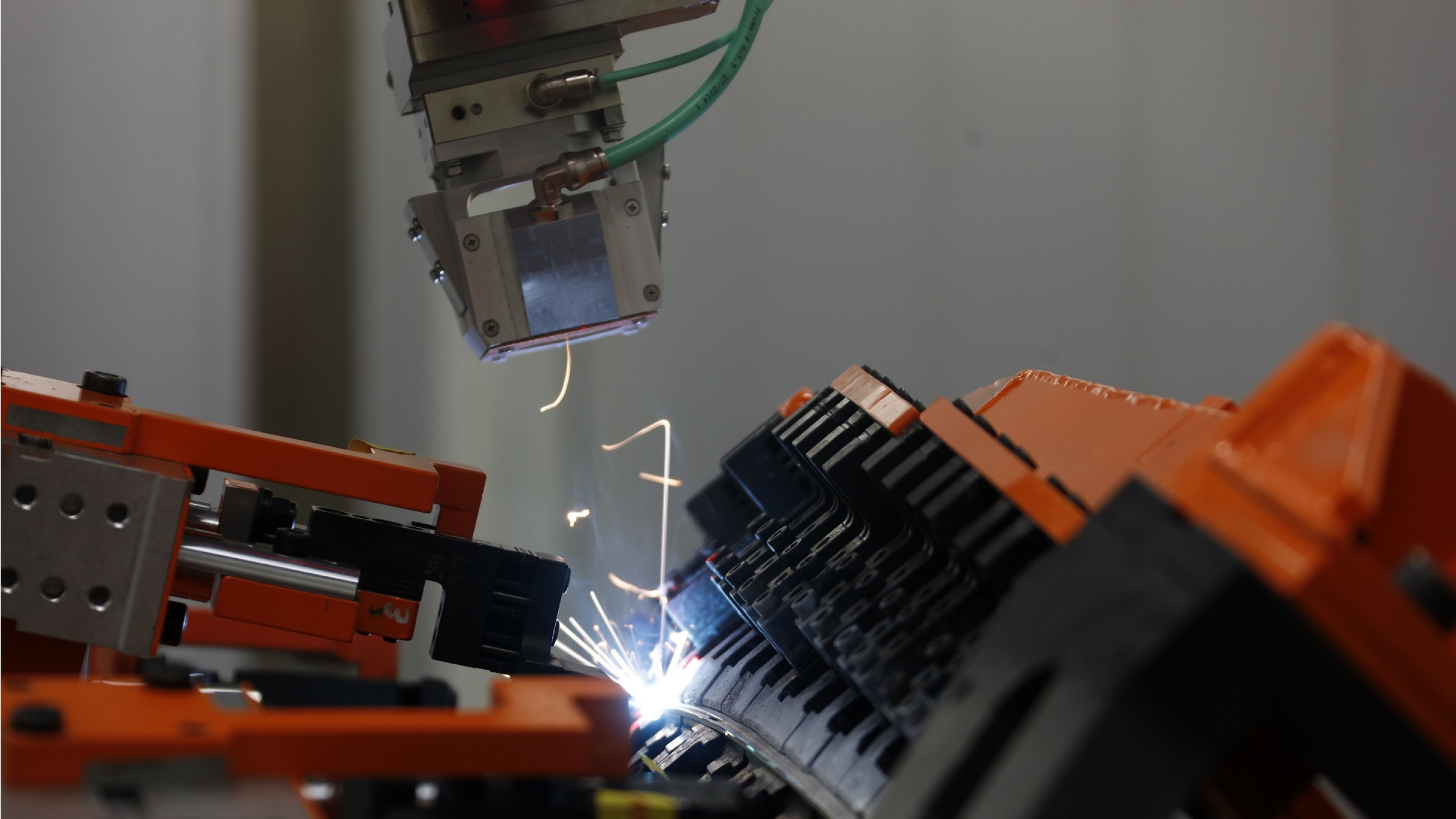
Das grundlegende Verständnis des Laserstrahlschweißens ist insbesondere für thermisch sensible Komponenten wie Batteriezellen die Voraussetzung für eine erfolgreiche Umsetzung dieser Fügetechnik. Marc Hummel gab mit seinen Ausführungen zu Untersuchungen am Deutschen Elektronen-Synchrotron in Hamburg im wahrsten Sinn Einblicke in das Schweißen. Das Sichtbarmachen der Dampfkapillare im Werkstoff liefert neue Erkenntnisse zur Prozessentwicklung und zum Prozessverständnis. Zusammenhänge zwischen Laserparametern und Schweißergebnissen lassen sich somit nicht nur nach dem Prozess in einer zerstörenden Prüfung ermitteln, sondern so können zum Beispiel Poren schon während ihrer Entstehung detektiert werden. Dies hilft den Anwendern besonders bei der Auslegung von Prozessparametern und Produktgestaltung.
Doch Laser kommen nicht nur in der Fügetechnik zum Einsatz. Die wichtige Rolle dieses besonderen Betriebsmittels bei der Produktion beschrieb Professor Achim Kampker, Gründer und Leiter des Lehrstuhls für Production Engineering of E-Mobility Components PEM an der RWTH Aachen University. Im Mittelpunkt seiner Arbeit steht die Integration der Produktions- und Prozesstechnik, Fertigungsverfahren untersucht er aus Anwendersicht.
. - © Fraunhofer ILT, Aachen.")
Mit Blick auf aktuelle Prognosen, denen zufolge bis 2030 rund 60 Prozent aller Fahrzeuge mit E-Antrieb (bei 120 Millionen Neuzulassungen) ausgestatten sein sollen, gelte es nun, Prozesse zu optimieren und Kosten deutlich zu senken. „Kostentreiber sind vor allem die Schlüsselkomponenten Batterie und Antrieb, denn sie machen mehr als 50 Prozent der Gesamtkosten aus“, konstatierte Kampker. „Es geht aber auch um die Brennstoffzelle, bei der wir auf ein Drittel der bisherigen, noch sehr hohen Kosten kommen müssen.“
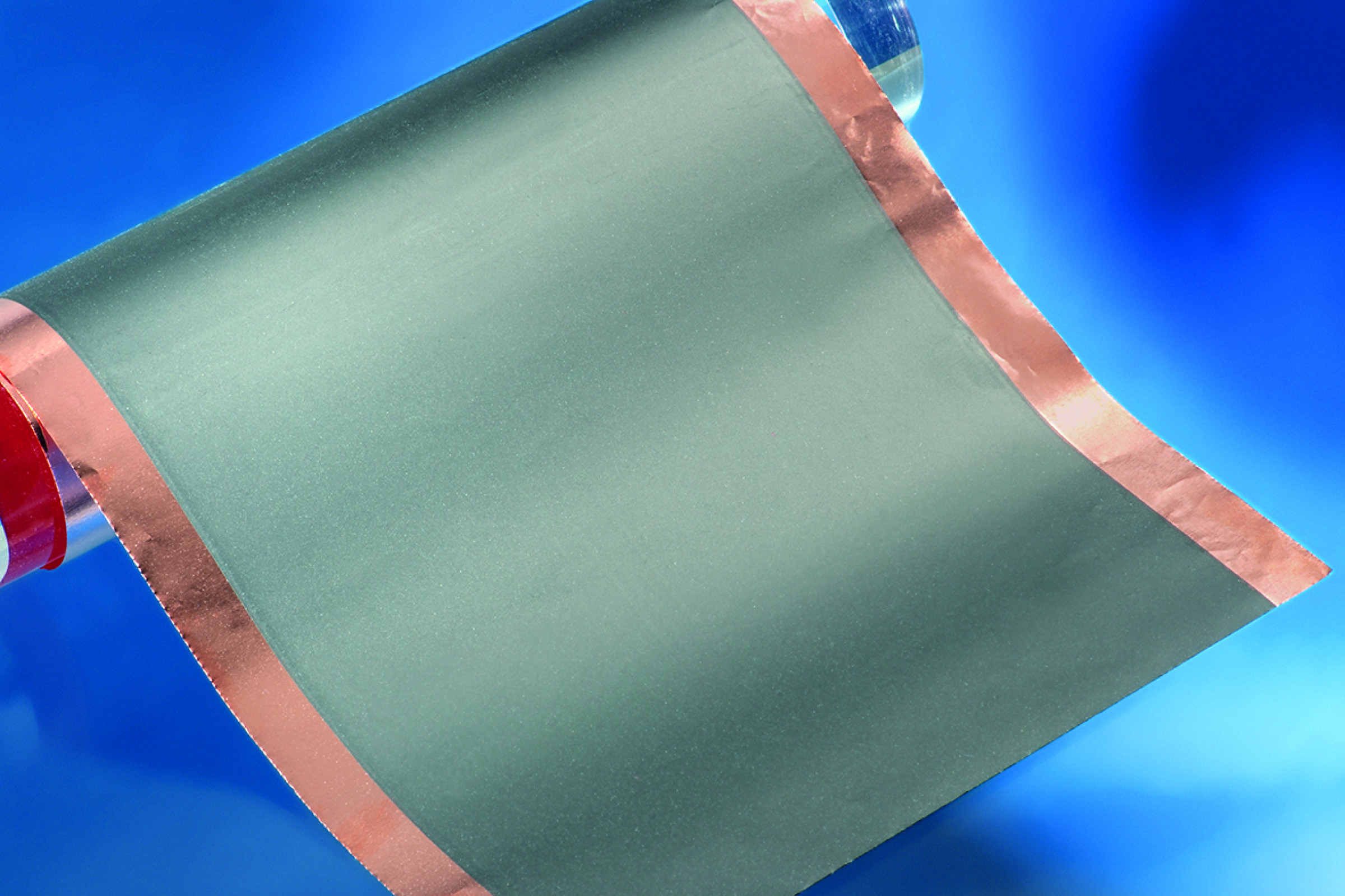
Als Ansatz sieht er neue Prozesstechniken: So ließe sich bei der Zellfertigung der hohe Energieaufwand und somit auch die Kosten mit Hilfe des Lasers um 30 bis 35 Prozent senken. Dazu erforscht das PEM zum Beispiel zusammen mit dem Fraunhofer ILT an einer Rolle-zu-Rolle-Anlage, wie sich das bisherige Trocknen der beschichteten Metallfolien per Infrarot durch Laserverfahren ersetzen lässt. Auf dem LSE erläuterte Kampker, wie sich mit Hilfe eines leistungsstarken VCSEL-Lasers (Leistung: 120 W/cm²) oder eines fokussierten Diodenlasers großflächig künftig energieeffizient beschichtete Elektroden trocknen ließen. Noch gibt es allerdings keine serienreife Anlage.

Laser spart Energie, Kosten und Platz
Doch nicht nur die Energieeinsparung und die sehr gute schnelle Regelbarkeit des Prozesses sprechen für den Verfahrenswechsel: Einen guten virtuellen Einblick in den aktuellen Stand der gemeinsamen Forschungsarbeit vermittelte während des Symposiums die mobile Videoanlage. Sie nahm die Online-Teilnehmer mit in das Battery Lab des Fraunhofer ILT. Dort stehen den Forscherinnen und Forschern auf knapp 140 Quadratmetern verschiedenste Anlagen zur laserbasierten Batteriefertigung zur Verfügung. Des Weiteren stellte der wissenschaftliche Mitarbeiter des benachbarten PEM, Simon Voss, eine komplett gekapselte Rolle-zu-Rolle-Anlage von Coatema vor. Der Lehrstuhl untersucht nun auch, ob und wie laserbasiertes Schneiden das bisherige mechanische Stanzen mit Blick auf künftige Großserienproduktion ersetzen kann. Auch das laserbasierte Mikrostrukturieren der beschichteten Elektroden gehen die Aachener Forscher gemeinsam mit dem Fraunhofer ILT an.
Das enorme Potenzial der Laserbearbeitung von Funktionsschichten behandelte Dr. Christian Vedder, Leiter der Gruppe Dünnschichtverfahren am Fraunhofer ILT. Die Bandbreite reicht vom Reinigen, Entlacken, Kristallisieren, Aufbringen von Sensorik, Integration von elektronischen Leiterbahnen in CFK-Bauteilen, Korrosionsschutz bis hin zum selektiven Vergolden.
Für die Elektromobilität sind viele dieser Verfahren interessant, aber eine der sicherlich energieeffizientesten Technologien ist das sogenannte „Thermal Post-Treatment“, das laserbasierte Trocknen. Erstaunliche Details zu den Verfahren, die das Fraunhofer ILT und der benachbarte Lehrstuhl bereits aufbauen: Die Lasereinheit trocknet die nassbeschichteten Folien innerhalb weniger Sekunden, wobei die Laserstrahlung maßgeblich die Schicht erwärmt, nicht das Gesamtsystem, wie es in konventionellen Ofenverfahren geschieht. Aufgrund dieser Effizienz kann je nach Schichtsystem die Energie um bis zu 50 Prozent reduziert werden. Darüber hinaus könnte durch Einsatz der Lasertechnik der Platzbedarf für eine Trocknungsanlage massiv reduziert werden. Als Strahlquellen bietet sich ein scannender Diodenlaser oder ein Vertical-Cavity-Surface-Emitting Laser (VCSEL) an. Dieser Laser arbeitet mit Halbleiterlaserdiodenbarren, bei denen der Laserstrahl senkrecht von der Oberseite emittiert wird. Das Trocknungsverfahren wird neben Laserstrukturierungsverfahren zur Erhöhung der Elektrodenoberflächen derzeit in eine Rolle-zu-Rolle-Anlage neuester Bauart am Fraunhofer ILT integriert, welche der ILT-Wissenschaftler Samuel Fink in der Labortour zeigt. Ebenfalls im Labor demonstrierte ILT-Wissenschaftlerin Linda Hoff live die Lasersinterung zukünftiger Feststoffbatteriematerialien bei wesentlich höheren Temperaturen bis zu 1000°C ohne maßgebliche Beeinflussung ihrer Kristallinität.
Den flexiblen Laser-Einsatz bei E-Fahrzeugen beleuchtete Dr. Jan-Philipp Weberpals, er verantwortet die strategische Gesamtplanung Laserstrahltechnologie bei der Audi AG in Neckarsulm. Für ihn ist der Laser ein Betriebsmittel, um mehrere Aufgaben abzudecken. Als Beispiel nannte Weberpals das Laserstrahl-Remoteschweißen (BrightLine Weld mit einem Infrarot-Trumpf-Scheibenlaser) von Batteriezellen. Bei verzinktem Stahl (HV-Modulgehäuse) verwendet der Automobilhersteller das Verfahren, um Kehlnähte am Überlappstoß mit unterschiedlichen Dicken zu schweißen. Durchschweißen kam hier wegen der Montierbarkeit nicht infrage. Anders sieht es beim laserbasierten Remote-Schweißen von I-Nähten am Überlappstoß an Reinaluminium aus, das Audi statt Durchweißen einsetzt, um die Zelle zu schützen. Im Mittelpunkt steht hier die Zellkontaktierung.
Laterale Oszillationsform sorgt für erhöhten Wärmeeintrag
Eine wichtige Rolle spielen Schlüsselfaktoren wie die Bahntreue (bis zu einer Frequenz von maximal 250 Hz) und die Oszillationsform. Weil die zirkulare Oszillationsform V-förmige Nahtquerschnitte mit nicht ausreichender Anbindungsbreite erzeugt, entschied sich Audi beim Aluminium-Schweißen für laterale Oszillation: Hier kommt es zum erhöhten Wärmeeintrag mit U-förmigen Nahtquerschnitt und ausreichender Anbindungsbreite.
Beim Schweißen von verzinktem Stahl entschied sich Audi für den Weg der Strahlformung und einer adaptierten Bahnplanung. Die Bahnkorrektur verhinderte hier ein Durchschweißen. Zusätzlich zeichnen zwei wesentliche Entwicklungsschritte das Stahl-Remoteschweißen aus: Zum einen erhöhte die Anpassung der Leistungsverteilung die Anbindungsbreite und führte zur Abnahme von Randkerben. Zum anderen senkte der vergrößerte Lateralwinkel die Vorschubgeschwindigkeit und verbesserte die seitliche Anbindung.
Fehler in Echtzeit erkennen
Doch mit der Stabilisierung des Prozesses durch gezielte Strahloszillation oder Anpassung der Leistungsdichteverteilung allein ist es nicht getan: Ein weiterer sehr wichtiger Schritt ist die Echtzeit-Überwachung: Audi setzt auf den Laser Welding Monitor 4.0 der Precitec GmbH & Co. KG, Gaggenau-Bad Rotenfels, bei dem eine Sensoreinheit mit drei Fotodioden Temperatur, Plasma und Rückreflektion detektiert. Der Monitor sorgt für zerstörungsfreie Echtzeit-Qualitätserfassung von Verbindungen, in dem es Prozessemissionen mit seinem Fotodioden-Trio in drei Wellenbereichen aufzeichnet. Mit Hilfe dieser Echtzeitdaten lässt sich eine 100-prozentige Qualitätssicherung mit zuverlässiger Fehlererkennung realisieren. Audi entschied sich für das Lichtschnitt-Verfahren, weil es im Vergleich zur aufwändigeren optical coherence tomography (OCT) die deutlich höhere Auflösung aufweist.
, der die strategische Gesamtplanung Laserstrahltechnologie bei der Audi AG in Neckarsulm verantwortet, ist der Laser ein Betriebsmittel für mehrere Aufgaben. - © Audi AG")
Um die Aussage dieser Daten zu bewerten, untersuchte Audi den Einfluss der Laserleistung und der Fokusposition auf Zugkraft und Übergangswiderstand. Dabei veränderte sich die Zugkraft linear mit der Laserleistung, während der Übergangswiderstand ab einem gewissen Zeitbereich in einen Sättigungsbereich geriet – sowohl bei variierender Laserleistung als auch bei Fokuslage. Die Monitordaten nutzt Audi auch zur detaillierten KI-Analyse. Diese Schritte zeigen den Weg hin zu einer Smart Factory mit Echtzeit-Regelkreis, in der die komplett durchgängige Prozesskette automatisiert gesteuert und geregelt wird.
Tiefes Prozessverständnis gefragt
Für Dr. Reiner Ramsayer, Chief Expert Joining Technology (Group Manager Laser Material Processing) bei der Robert Bosch GmbH in Renningen, steht vor allem das Erhöhen der Produktivität und das Senken der Kosten im Mittelpunkt. Viel spreche hier für den Laser, den Ramsayer als hochflexibel und sehr weit einsetzbar bezeichnet. Vor dem Einstieg in die Serienproduktion stehe der Aufbau einer zuverlässigen Überwachung und Regelung des Prozesses an. Ramsayer: „Wegen der sehr hohen Anzahl an Schweißstellen pro Bauteil ist die Zuverlässigkeit ein sehr wichtiges Thema. Wir brauchen nämlich in der Elektrifizierung kosteneffiziente Laserverfahren, die schnell, präzise und spritzerfrei arbeiten.“ Erschwerend komme hinzu, dass die Prozesskette bei vielen Bauteilen sehr komplex sei. Dabei setzt Bosch auf die gleiche Strategie wie bei Fahrzeugen mit Verbrennungsmotoren: Nur das tiefe Verständnis der einzelnen Prozesse sowie die genaue Kenntnis und Analyse der Produktanforderungen optimieren die Fertigungsprozesse.
Als eine typische Herausforderung bezeichnet Ramsayer das Schweißen von Hairpins an Elektromotoren: Bosch setzt auf einen spritzerfreien, reproduzierbaren, schnellen und kosteneffizienten scanner-basierten Prozess, bei dem sich außer der üblichen Infrarot-Strahlquellen grüne und blaue Laser wegen der höheren Absorption des Kupfers anbieten. Doch unabhängig von der Art der Strahlquelle gelinge der Einstieg in die Großserienfertigung nur mit einem entsprechenden Prozess-Monitoring. Dazu müsse der Anwender jedoch die Ergebnisse aus dem Laborbetrieb in die Serienfertigung übertragen, wobei oft Überraschungen etwa in Form von sporadisch auftretenden Fehlern auftauchten. Daher reiche es nicht aus, den Laserprozess nur im Labor zu beobachten, zusätzlich seien eine sehr genaue Analyse der Prozessfähigkeit und die Einführung eines Qualitätsmanagements notwendig. Vor allem die Inline-Echtzeit-Qualitätssicherung sei eine besondere Herausforderung bei den sehr schnell getakteten Schweißvorgängen.

Produktionsanlagen für Batterieträger
Aus Herstellersicht schilderte Mauritz Möller, Branchenmanager Automotive bei der Ditzinger TRUMPF Laser- und Systemtechnik GmbH, die aktuelle Marktsituation, die er als sehr volatil bezeichnete. Kennzeichen der Elektromobilität sei nicht nur die enorme Variantenvielfalt. Möller beobachtet, dass statt Leichtbau nun eher kostengünstigere Lösungen gefragt sind. Hinzu kommen technische Anforderungen wie unterschiedliches Thermomanagement oder heliumdichte Nähte. Trumpf reagiert darauf mit einem zweistufigen Ansatz: Erstens setzt der Ditzinger Hersteller auf Werkzeugmaschinen, die schneller auf neue Automobilbauteile umrüstbar sind. Zweitens will Trumpf die Produktivität mit laserbasierten Fügetechniken und neuen Laseranwendungen zum Reinigen und Materialabtragen erhöhen. Als Querschnittstechnologie setzt das Unternehmen auf Qualitätssicherung.
Testanlage für laserbasierte Batterieträger-Produktion
Als Praxisbeispiel für flexible Fertigung entstand bei der Paderborner Benteler AG ein Showcase: Es handelt sich um einen Batterieträger, der als Demonstrator-Bauteil auf einer mehrstufigen, verketteten Pilotanlage unter den typischen Bedingungen einer Automobilproduktion getestet wurde. Ein rund 100 kg schweres Bauteil (0,8 bis 8 mm Materialdicke) aus Aluminium und Stahl, soll in einer 8-Stundenschicht in Losgröße 220 bis 230 entstehen. Laser übernehmen das Schweißen und Schneiden, der Biegeprozess läuft mechanisch ab.
Auch das Thema Kupfer spielt für Trumpf eine wichtige Rolle: So kommt eine grüne Laserstrahlquelle zum direkten Verbinden von Kupfer mit Keramik (DCB: direct copper bonding) zum Einsatz. Innerhalb von 100 ms verbindet ein grüner Laser (TruDisk 1020) die doppelte Kupferschicht (2x 0,3 mm) mit einem Keramikträger. Ein Video zeigte, wie das DCB-Verfahren spritzerfrei und prozesssicher mit sehr geringer Einschweißtiefe (0,05 mm!) arbeitet.

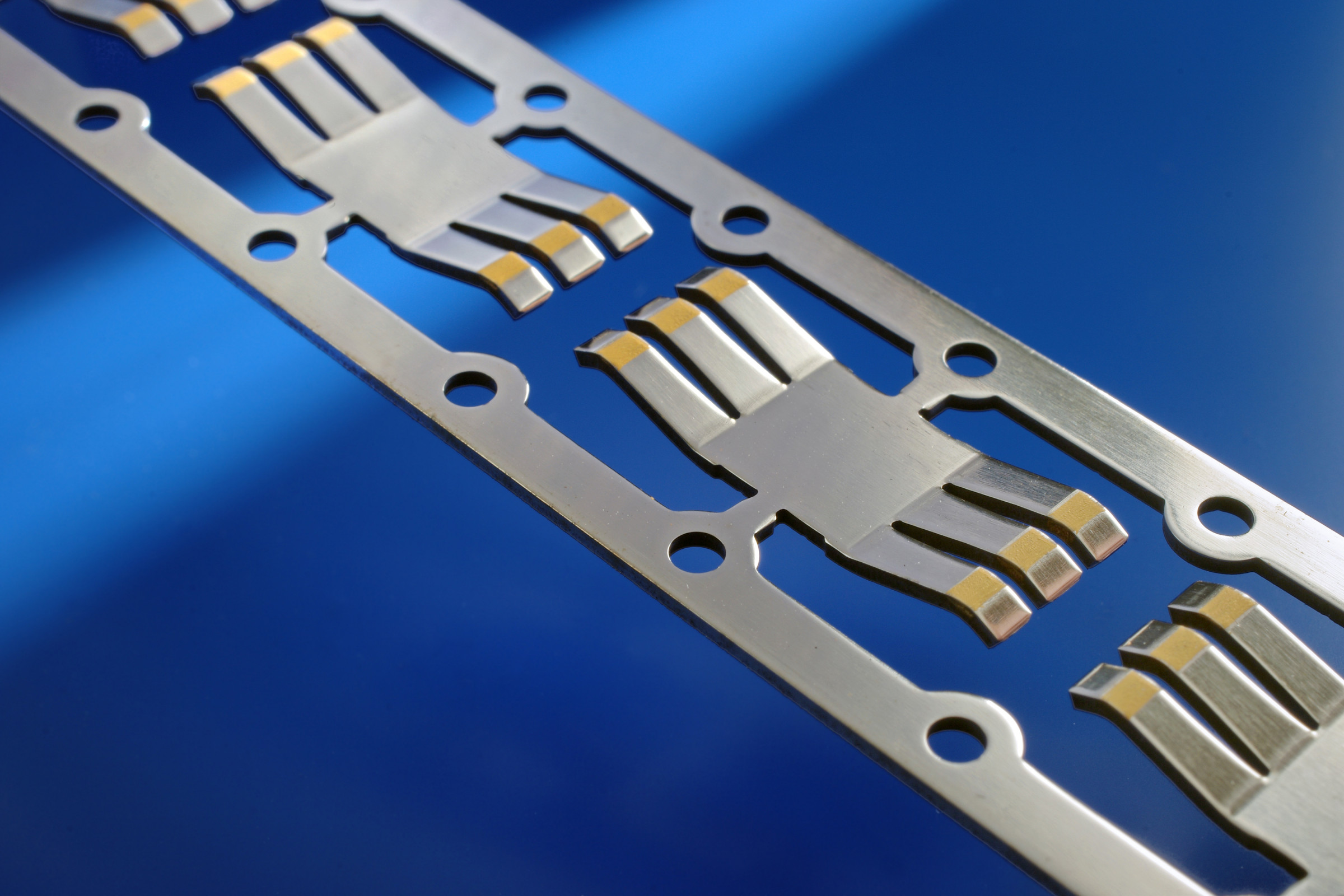
Hairpin: Zuverlässiges Abtragen der Isolationsschicht
Eine positive Weiterentwicklung gibt es auch beim Hairpin-Schweißen, das mittlerweile voll automatisiert, sehr produktiv und qualitativ hochwertig ohne Spritzer laserbasiert abläuft. Das materialschonende und gezielte Abtragen der Isolationsschicht (Laserdecoating) übernimmt ein Nanosekunden gepulster Laser, der im Gegensatz zu mechanischen Verfahren die Kupferschicht nicht beschädigt. Im nächsten Schritt folgt das Schweißen der Hairpins. Ein Maßstab für die Qualität ist die Porenreinheit, die Trumpf mit Hilfe eines BrightLine Weld-Lasers erzielt, der im Gegensatz zu einer Single-Spot-Strahlquelle mit einem zweikanaligen Laserlichtkabel arbeitet. Aufgrund des zusätzlichen Ringstrahls wird die Keyhole-Öffnung vergrößert und der Metalldampf kann so leichter entweichen. Das Ergebnis ist laut Möller eine nahezu porenfreie Oberfläche. Die Hairpins werden anschließend mit Hilfe kamerabasierter Technik (OCT) vermessen und die optimale Schweißstelle erfasst.
Fazit: Die Elektromobilität macht nicht nur online neugierig, sondern auch sehr diskussionsfreudig. Oft war die Frage-Antwort-Runde im Livechat sogar lebendiger als bei einer Präsenzveranstaltung. Neugierig machte abschließend auch Dr. Arnold Gillner. Er zeigte ein blau-weißes Straßenschild mit der provokativen Aufschrift „Elektromobilität: Nächste Ausfahrt“ und empfahl, im September 2021 und im Februar 2022 von der Autobahn abzufahren zu den nächsten beiden elektromobilen Highlights am Fraunhofer ILT: dem LKH2-Laserkolloquium Wasserstoff (15. und 16. September 2021) und dem Lasersymposium Elektromobilität LSE (8. und 9. Februar 2022).
(Quelle: Presseinformation des Fraunhofer-Instituts für Lasertechnik ILT)
Schlagworte
AutomobilbauBeschichtenE-MobilitätForschungFügetechnikLaserschweißenLasertechnologienSchneidenSchweißenSchweißtechnikTrennen





