03.07.2026
Anwenderbericht

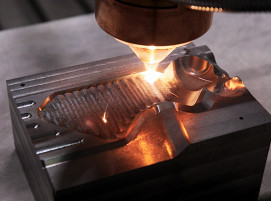
50 mm Stahl mit einem Faserlaser schneiden: Rime aus Riesa in Sachsen hat entsprechende Versuche mit dem 24-kW-Fiberlaser TruLaser 5060 von Trumpf durchgeführt. Ziel war es, die Leistungsfähigkeit moderner Laserstrahlschneidtechnologie bei großen Materialstärken zu untersuchen und mögliche Einsatzbereiche für die Fertigung zu bewerten.
Rime ist seit über 30 Jahren in der Lohnfertigung von Blechteilen tätig. Das Unternehmen arbeitet für mehr als 800 aktive Kunden aus unterschiedlichen Branchen. Daraus ergeben sich Anforderungen an Materialvielfalt, Bauteilgrößen und Fertigungstiefe.
Um diese Anforderungen abzudecken, erweitert Rime seine Fertigungsmöglichkeiten kontinuierlich. Mit den bisherigen Laserstrahlschneidanlagen konnten Bleche bis zu einer Stärke von 25 mm prozesssicher bearbeitet werden. Seit der Inbetriebnahme der TruLaser 5060 im Jahr 2024 wurde das Spektrum schrittweise auf 30 mm und 40 mm erweitert. Auf Grundlage dieser Ergebnisse stellte sich die Frage, welche Materialstärken mit der Anlage darüber hinaus technisch realisierbar sind.

Der Versuch: 50 mm Stahl
Um die Leistungsgrenzen der Anlage zu untersuchen, führte das Team um Michael Rohn, Abteilungsleiter Laser, einen Schneidversuch mit 50 mm starkem Stahlblech durch.
Bereits in der Vorbereitung zeigte sich, dass mit zunehmender Materialstärke nicht nur der Schneidprozess höhere Anforderungen stellt. Auch Handling, Transport und Logistik müssen entsprechend berücksichtigt werden. Standardtafeln im Format 6 × 2 m können bei einer Materialdicke von 50 mm nicht verarbeitet werden, da sowohl das zulässige Gewicht der Hebemittel als auch die maximale Belastung des Maschinentisches überschritten würden.
Für den Test wurde eine anspruchsvolle Bauteilgeometrie ausgewählt. Ziel war es, nicht nur einen Schnitt durch das Material zu erzeugen, sondern die Leistungsfähigkeit des gesamten Prozesses unter realistischen Bedingungen zu bewerten.
„Bei diesen Materialstärken setzen wir Sauerstoff als Prozessgas ein“, erläutert Michael Rohn. „Die zusätzliche Reaktionsenergie unterstützt den Schneidprozess und ermöglicht auch bei dicken Blechen präzise Konturen.“
Präzision trotz extremer Materialstärke
Besonders relevant waren die Ergebnisse bei den Innenkonturen. Bei früheren CO2-Lasersystemen galt häufig die Faustregel, dass der kleinste realisierbare Lochdurchmesser der Materialdicke entspricht. Im aktuellen Versuch konnte ein Lochdurchmesser von 17 mm in ein 50 mm starkes Stahlblech eingebracht werden.
Nach dem Schneidprozess wurden die Schnittflächen untersucht. Die Ergebnisse zeigten eine geringe Schlackebildung, vergleichsweise feine Riefen und eine hohe Schnittqualität.
Eine Herausforderung bleibt aber der Wärmeeintrag in das Material. Im Verlauf des Versuchs zeigte sich, dass sich das Schnittbild mit zunehmender Erwärmung des Werkstücks verändert. Der Versuch konnte dennoch abgeschlossen werden und lieferte Erkenntnisse für die weitere Optimierung des Schneidprozesses.


Faserlaser oder Plasma?
Die Ergebnisse führen zu der Frage, welche Rolle High-Power-Faserlaser künftig im Vergleich zum Plasmaschneiden einnehmen können. Eine pauschale Bewertung ist dabei nicht möglich, da beide Verfahren unterschiedliche Stärken haben.
Faserlaser bieten Vorteile bei Präzision, Nachbearbeitungsaufwand, Schneidgeschwindigkeit und der Herstellung komplexer Konturen. Das Plasmaschneiden bleibt dagegen insbesondere bei sehr großen Materialstärken häufig die wirtschaftlichere Lösung.
Für Rime steht daher weniger der Ersatz eines bestehenden Verfahrens im Vordergrund, sondern die Erweiterung der eigenen Fertigungsmöglichkeiten. Die Bearbeitung von 40- und 50-mm-Materialien kann die Abhängigkeit von externen Lieferanten verringern und zusätzliche Möglichkeiten für nachgelagerte Bearbeitungsschritte schaffen, etwa in der Zerspanung.

Blick in die Zukunft
Der Versuch zeigte, dass moderne High-Power-Faserlaser auch bei großen Materialstärken nutzbare Ergebnisse liefern können. Das Plasmaschneiden bleibt weiterhin ein relevantes Verfahren, insbesondere unter wirtschaftlichen Gesichtspunkten und bei sehr großen Materialstärken.
Für Rime ergeben sich daraus zusätzliche Möglichkeiten in der Bearbeitung dicker Bleche. Die gewonnenen Erkenntnisse sollen genutzt werden, um den Prozess weiter zu stabilisieren und das Leistungsspektrum gezielt zu erweitern. Der Test zeigt, dass sich die Einsatzgrenzen des Laserstrahlschneidens durch aktuelle Anlagentechnik weiter verschieben.

(Quelle: Rime GmbH)
Schlagworte
FaserlaserFertigungLaserstrahlLaserstrahlschneidenMaterialstärkenPlasmaschneidenSchneidenStahlbearbeitungStahlerzeugung